

You sketch a belt buckle on a napkin during a design meeting. It is a custom shape, an elongated hexagon with your brand's initials engraved in the center and a matte antique brass finish. You love it. Your creative director loves it. The buyer at the department store loves it. You email the sketch to a buckle factory in China. The reply comes back three days later: "MOQ 5,000 pieces per design. Mold fee $2,500. Lead time 45 days." Your entire belt collection order is only 1,500 units. The MOQ alone is more than three times your total volume. The factory is set up for mass-market brands ordering buckles by the container-load, not for a boutique brand developing a signature hardware piece.
The minimum order for a custom metal belt buckle from our factory is 500 pieces per design for a standard zinc alloy die-cast buckle with an electroplated finish, or 300 pieces per design for a brass buckle produced by the etching and stamping process. The mold fee for a zinc alloy buckle is $400 to $800 depending on complexity, and a brass stamping die is $250 to $500. The lead time for a sample is 12 to 16 days, and bulk production takes 20 to 25 days after sample approval.
A custom buckle is not a standard component. It is a miniature sculpture that requires a precision mold, a specific alloy formulation, and a multi-step finishing process. I want to explain exactly how we structure low-minimum buckle production, what the different manufacturing processes cost, and how to submit a design file so the quote you receive matches the buckle you imagined.
What Manufacturing Processes Are Available for Custom Metal Buckles?
The word "buckle" covers a wide range of production methods, each with its own mold costs, minimums, and material options. Choosing the wrong process for your design can result in a quote with an MOQ that is unnecessarily high. The process must match the design's complexity, the required finish, and the order volume.
The three primary manufacturing processes for custom metal buckles are: die-casting, where molten zinc alloy is injected into a hardened steel mold under high pressure, producing a highly detailed, three-dimensional shape with a smooth surface; metal stamping and etching, where a flat brass or stainless steel sheet is chemically etched with the design and then stamped into a curved or flat buckle shape using a hydraulic press; and investment casting, or lost wax casting, where a wax model of the buckle is encased in a ceramic shell, the wax is burned out, and molten brass or stainless steel is poured into the cavity, producing a very high-detail, organic shape suitable for premium, low-volume designs.
Die-casting is the most common process for custom buckles. It produces a sharp, detailed part with consistent dimensions across the entire production run. The mold is a significant upfront investment, but the per-unit cost at 500 pieces is reasonable. Stamping is ideal for simpler, flatter designs and has a lower mold cost. Investment casting is the premium option for highly sculptural, three-dimensional designs and has the highest per-unit cost but the lowest mold cost. Our custom buckle development service guides you to the right process based on your design and volume.

Which process is best for a buckle with a deeply recessed logo?
Die-casting stands as the unrivaled process for crafting a deep, recessed logo, where precision and depth converge to create a striking visual impact. The molten zinc alloy, glowing with a warm, liquid intensity, is forced into the detailed mold cavity under immense high pressure, ensuring every intricate line and curve of the engraved logo detail in the mold steel is perfectly replicated. The result is a logo that sinks into the surface with satisfying depth, catching light from above to cast subtle shadows that highlight its three-dimensional form, making it feel both tactile and visually arresting. In contrast, stamping, while efficient for simple impressions, lacks the capability to produce such profound recesses, leaving logos flat and lacking in dimension. Investment casting, though capable of achieving deep recesses through its intricate wax pattern method, does so at a significantly higher per-unit cost, making die-casting the superior choice for those seeking both exceptional depth, lifelike detail, and cost-effectiveness in their recessed logo design.
What are the standard buckle sizes for each process?
For die-casting, the most common belt buckle sizes are 40 millimeters, 45 millimeters, and 50 millimeters in width, measured as the inside dimension of the buckle frame through which the belt strap passes. For stamping, the most common sizes are 35 millimeters, 40 millimeters, and 45 millimeters. We stock standard center bars and prongs in these widths, reducing the need for custom hardware for the buckle's internal components.
How Does the Die-Casting Mold Work and What Does It Cost?
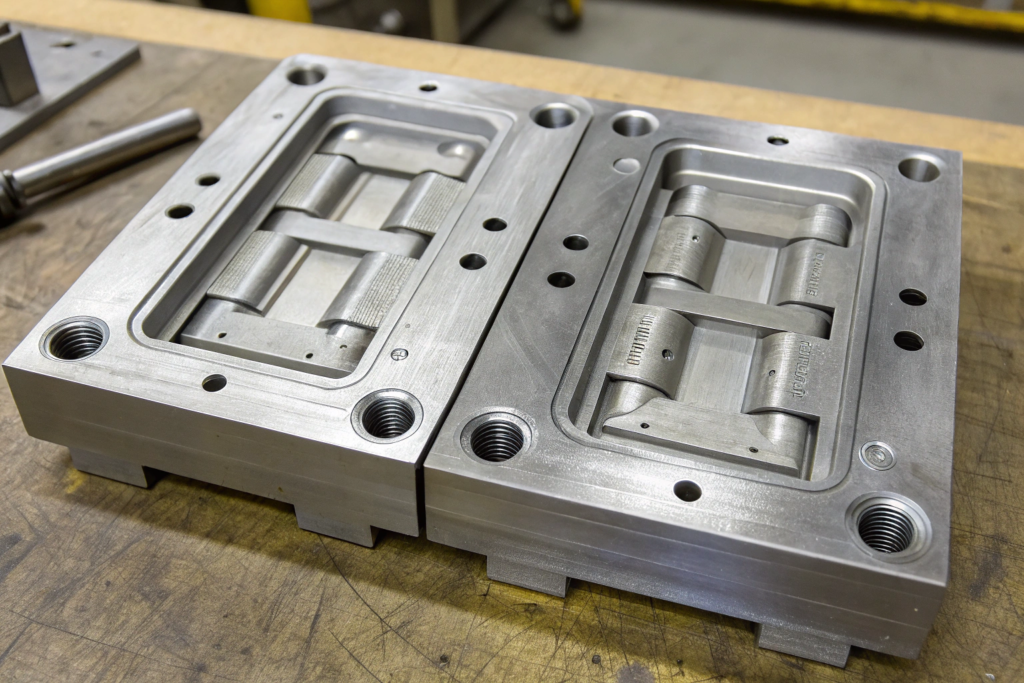
The die-casting mold is the single largest upfront cost in a custom buckle order. It is a precision-machined block of hardened tool steel with a cavity that is the exact negative shape of your buckle. The mold is installed in a die-casting machine, and molten zinc alloy at 400 degrees Celsius is injected into the cavity at high pressure.
A die-casting mold for a standard 45-millimeter buckle consists of two hardened steel blocks, the cover half and the ejector half, which are machined with the buckle cavity, the gate through which the metal flows, the ejector pin holes that push the finished casting out of the mold, and the cooling channels that keep the mold at a stable temperature during production. The mold is machined on a CNC mill from H13 tool steel, heat-treated to 48-52 HRC hardness, and polished to a mirror finish in the cavity. The cost for a single-cavity mold is $400 to $800. The mold life is 80,000 to 120,000 shots before the cavity surfaces require re-polishing or the mold requires replacement.
The mold cost is amortized across the order quantity. At 500 pieces, the mold amortization adds $0.80 to $1.60 per buckle. At 5,000 pieces, it adds $0.08 to $0.16. The mold itself is owned by the buyer. We store it in our tool library and maintain it between orders. If the buyer moves production to another factory, we release the mold to them.
Can multiple buckle designs share a single mold to reduce cost?
If the designs share the same outline shape and differ only in the engraved logo or a surface detail on the front face, we can create a mold with interchangeable inserts. The main mold body is standard, and smaller, less expensive insert plates with the different logo designs are swapped in and out. This can reduce the per-design mold cost by 50% to 60%.
What is the difference between a single-cavity and a multi-cavity mold?
A single-cavity mold produces one buckle per injection cycle. A multi-cavity mold produces two, four, or more buckles per cycle, increasing production speed and reducing the per-unit cost. Multi-cavity molds are more expensive, typically $1,200 to $2,500 for a four-cavity mold, and are cost-effective at order volumes above 3,000 pieces.
What Finishing Options Are Available for Custom Buckles?
The raw zinc alloy casting that emerges from the die-casting machine is a dull grey, with a visible parting line where the two mold halves met, and a small gate vestige where the metal entered the cavity. It looks nothing like the finished buckle on a retail shelf. The finishing process transforms the raw casting into the final product.
The finishing process for a custom zinc alloy buckle involves: vibratory deburring to remove the parting line flash and smooth the surface; electroplating with a base layer of copper for leveling, a middle layer of nickel for corrosion resistance, and a top layer of the finish metal such as gold, silver, brass, gunmetal, or rose gold; antiquing with a dark patina applied to the recessed areas and buffed off the raised areas for a vintage look; and a clear, baked-on electrophoretic lacquer to seal the finish and prevent tarnishing. Additional options include enamel color-filling in the recessed logo area and a matte or brushed surface texture applied before plating.
The electroplating thickness is specified in microns. A standard finish is 3 to 5 microns of gold or 5 to 8 microns of silver, with a minimum nickel underlayer of 10 microns. A premium finish doubles these thicknesses. The plating thickness directly affects the durability of the finish and the resistance to tarnishing and wear.

How is the color consistency maintained across a production run?
The electroplating bath is analyzed by spectrophotometry at the beginning of each shift. The bath chemistry is adjusted to maintain the exact target alloy composition. A color swatch, a small plated sample, is checked against the master reference sample under a D65 daylight lamp. If the color drifts, the plating line is stopped, the bath is rebalanced, and the affected pieces are stripped and re-plated.
What is the difference between an antique finish and a polished finish?
A polished finish is a bright, mirror-like surface achieved by polishing the raw casting on a cotton buffing wheel before electroplating. An antique finish is achieved by electroplating in a dark, matte base metal, such as darkened nickel, and then polishing the high points to reveal the bright plating underneath, leaving the recesses dark. The antiquing creates a vintage, dimensional effect.
How Should You Submit a Design File for a Custom Buckle Quote?
The sketch on the napkin is a great start, but it is not a manufacturing specification. A factory that quotes from a napkin sketch is guessing at the complexity, the mold cost, and the finishing time. A precise quote requires a precise input.
To submit a design file for a custom buckle quote, provide: a vector file in Adobe Illustrator .ai or .eps format showing the front face of the buckle at actual size, with the overall width, height, and thickness dimensions called out in millimeters; a side view or cross-section sketch showing the profile, including the curvature if it is a curved buckle, the loop or center bar position, and the prong hole location; a reference image or a Pantone reference for the desired finish; and the target order quantity and target unit cost.
The vector file is essential for generating the CNC machining code for the mold. A JPEG or PNG image, even at high resolution, requires manual tracing by our CAD engineer, which adds time and cost and may not perfectly replicate your design. The vector file also allows us to produce a 3D rendered preview of the buckle in your chosen finish before we cut steel.

Can you produce a 3D-printed sample before committing to the mold?
Yes, we strongly recommend a 3D-printed resin sample for a new buckle design. The resin sample is printed from your vector file, hand-painted in the target finish color, and shipped to you for approval. This allows you to hold the buckle, check the size and proportions, and approve the design before we invest in the steel mold. A 3D-printed sample costs $40 to $80 and takes 3 to 4 days to produce.
What if the design includes text or a logo that is very small?
Small text, below 6 points in size, is difficult to reproduce cleanly in a die-cast mold because the molten metal may not flow completely into the tiny recesses. We recommend laser engraving for small text and fine logos. The text is engraved into the finished, plated buckle using a precision laser, producing sharp, permanent marking without the mold complexity.
Conclusion
The minimum order for a custom metal belt buckle is 300 to 500 pieces per design, depending on the manufacturing process. Die-casting in zinc alloy is the most common process for detailed, three-dimensional designs and has a mold cost of $400 to $800. Brass stamping is suitable for flatter, simpler designs and has a lower mold cost. Finishing options include electroplating in gold, silver, brass, gunmetal, or rose gold, with antique, polished, matte, or brushed surface effects. A vector design file in .ai or .eps format is required for an accurate quote. A 3D-printed sample before mold production confirms the design before the steel is cut.
Our Zhejiang facility operates a dedicated buckle production department with die-casting machines, stamping presses, a CNC mold shop, and an in-house electroplating line. We produce custom buckles for belt brands, fashion labels, and accessory designers across the world.
If you have a buckle design you want to bring to life, send your sketch or vector file to our Business Director, Elaine. She will provide a process recommendation, a mold and unit cost quotation, and a 3D-printed sample for your approval within one week. Write to her at elaine@fumaoclothing.com. Let's turn your sketch into a buckle that defines your brand.








