

I still remember the sinking feeling in my stomach when a long-time client from Texas called me on a Tuesday morning. His container of 15,000 hair accessories had finally arrived at his 3PL warehouse after six weeks on the water, and his team had just opened the first five cartons. Twelve percent of the metal hair clips had visible plating discoloration. He was staring at a pallet of unsellable inventory, a marketing launch that was supposed to go live in four days, and a growing knot of panic in his chest. He asked me the question every importer dreads. What do I do now. That conversation, and dozens like it, taught me that handling defects is not about avoiding a difficult conversation. It is about having a system in place before the container leaves the port.
The best way to handle defective pieces after arrival in the US is a structured four-step process. Step one is immediate documentation with timestamped photographs and a statistically valid sampling of the affected units. Step two is a root cause classification that separates manufacturing defects from shipping damage or customer misuse, because the remedy depends entirely on the cause. Step three is a negotiated resolution with your supplier based on a pre-existing quality agreement that defines acceptable defect rates and compensation mechanisms. Step four is implementing a corrective action plan that prevents the same defect from appearing in your next order, regardless of whether you continue with the same supplier or find a new one. Every step must happen quickly, professionally, and with a clear paper trail that protects your legal and financial position.
In my twenty years of manufacturing and exporting from China to the US market, I have been on both sides of this conversation. I have been the factory owner receiving a panic-stricken call about a quality issue, and I have been the partner helping an importer salvage a season from a shipment that looked like a disaster. I want to share the complete playbook for handling post-arrival defects, including the specific documentation you need, the negotiation framework that actually works, and the long-term strategies that prevent defects from reaching your warehouse in the first place.
What Should You Do Immediately After Discovering Defective Pieces?
The first 48 hours after you discover a defect are the most critical. The actions you take or fail to take during this window will largely determine whether you recover your costs or eat a total loss. The natural human reaction is to fire off an angry email to your supplier, full of capital letters and demands for an immediate refund. Resist that impulse. An emotional email sent before you have documented the facts is a negotiating weakness, not a strength. Your supplier will ask for evidence, and if you do not have it organized and ready, the conversation will stall into a frustrating back-and-forth that burns time and goodwill.
Your immediate priority is to lock down the evidence. This means you stop opening cartons until you have a documentation system in place. You do not want to contaminate the evidence by mixing inspected and uninspected units. You need to establish the exact scope of the problem. Is it a few isolated pieces or a systemic issue across the entire production batch. You need photographs, a sampling plan, and a preliminary count of affected units. This information forms the foundation of every conversation that follows.
How should you photograph and document defects for a supplier claim?
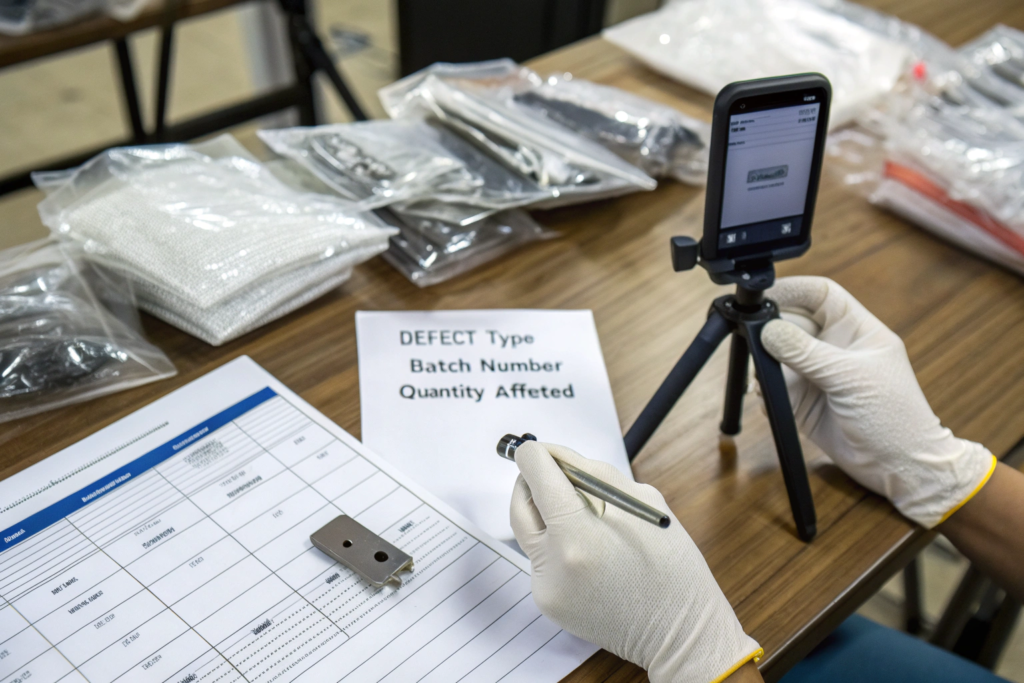
A photograph of a defect is your primary piece of evidence, and most importers do it poorly. A blurry phone photo of a discolored clip held in a shadowy hand tells your supplier nothing useful. The proper method is to create a controlled documentation setup. Place the defective piece on a clean, neutral grey or white background under bright, color-corrected lighting. Next to the defective piece, place an approved reference sample or the original approval photograph from the pre-production stage. This side-by-side comparison makes the deviation instantly visible, even to someone who does not speak your language fluently. Use a macro lens or the close-up mode on your phone to capture the defect in sharp detail. If the defect is a dimensional issue, include a digital caliper in the photograph showing the measurement. Each photograph should be labeled with the date, the purchase order number, the product SKU, and the carton number the piece came from. This level of detail demonstrates professionalism and eliminates the supplier's ability to claim confusion about which order or which product you are referencing. We also recommend recording a short video. A 30-second clip where you narrate what you are seeing, show the defect from multiple angles, and reference the PO number is extremely persuasive. It feels immediate and unfiltered in a way that static photographs do not. This visual inspection documentation method aligns with the basic principles of quality auditing. You are creating an objective record that can be reviewed by any third party.
What sampling method should you use to determine the defect scope?
You cannot inspect every piece in a 20,000-unit shipment, and you should not make claims about the entire shipment based on the first five pieces you happen to pull from the top carton. You need a statistically valid sampling plan. The industry standard is the AQL, which stands for Acceptable Quality Limit, sampling methodology. The most common AQL level for fashion accessories is a General Inspection Level II with an AQL of 2.5 for major defects and 4.0 for minor defects. This means you inspect a specific number of units based on the total lot size, and you accept or reject the lot based on how many defects you find. If you find more defects than the AQL table allows, the entire lot is considered non-conforming. You do not need to be a statistician to use this system. There are free online calculators and apps that tell you exactly how many pieces to inspect based on your total quantity and your chosen AQL level. The key is to select your sample randomly from cartons spread throughout the shipment, not just from the top layer or a single pallet. Defects often cluster. A machine malfunction in the factory might affect only one production shift, and those pieces might all be packed into three specific cartons. Random sampling from across the shipment gives you a representative picture. Document your sampling methodology and your results in a simple spreadsheet. This AQL sampling standard is internationally recognized. When you present your claim to the supplier with a clear statement that "based on AQL 2.5 Level II inspection, 47 out of 200 sampled pieces exhibited major defects, which exceeds the acceptance threshold of 10," you have moved the conversation from opinion to objective fact.
How Should You Negotiate Compensation for Defective Goods?
Once you have documented the defect scope, the negotiation begins. This is where many importers stumble. They approach the negotiation as a confrontation, demanding a 100% refund and threatening never to order again. This adversarial posture often backfires. The supplier becomes defensive. Communication breaks down. The conversation shifts from solving the problem to assigning blame. A more effective approach treats the negotiation as a collaborative problem-solving exercise with a supplier you intend to continue working with, assuming they demonstrate accountability and corrective capability.
The negotiation leverage you hold is not just the current defective shipment. It is your future order volume. A rational supplier will accept a short-term financial loss on a defective order to preserve a long-term, profitable customer relationship. Your job is to make the math of that trade-off clear without personal attacks or emotional language. Present the facts, state your requested resolution, and set a reasonable timeline for the supplier's response. Most importantly, reference the quality agreement that should have been established before the order was placed.

What are the standard compensation options for defective accessories?
There are four standard compensation mechanisms in the fashion accessories import industry, and the appropriate choice depends on the severity of the defect and your operational needs. The first option is a discount on the current shipment. If the defect is minor and the goods are still sellable at a reduced price, you negotiate a partial refund, typically 10% to 30% of the invoice value, to compensate for the margin loss. This is the fastest resolution and allows you to move the inventory immediately. The second option is a credit against a future order. The supplier does not refund cash but deducts the agreed amount from your next purchase order. This works well when you have an ongoing relationship and a confirmed future order in the pipeline. The third option is a replacement production run. The supplier remanufactures the defective pieces and ships them by air freight at their expense to meet your urgent timeline. This is appropriate when the defect makes the product unsellable at any price. The fourth option is a full refund against returned goods, which is the most expensive for the supplier and the most difficult to execute logistically because return shipping and customs add cost and complexity. We typically recommend the credit against future order or the replacement run because they keep the business relationship moving forward. The import dispute resolution framework suggests that negotiated settlements are almost always faster and cheaper than legal action. A written agreement confirming the compensation terms, signed by both parties, closes the loop.
How does a pre-existing quality agreement protect your position?
The single most powerful document in a defect negotiation is a quality agreement that was signed before production began. This agreement defines what constitutes a major defect, a minor defect, and a critical defect with specific examples and photographs. It establishes the AQL inspection level that both parties accept. It specifies the compensation mechanism that will apply if defects exceed the agreed threshold. For example, the agreement might state that if a pre-shipment inspection reveals a defect rate above AQL 2.5, the supplier must rework the goods at their own expense before shipment. If defects are discovered after arrival despite a passed inspection, the supplier will issue a credit of 15% of the affected item value. This agreement removes all ambiguity from the negotiation. You are not asking for a favor. You are referencing a contract that both parties signed. If you do not have a quality agreement in place for your current shipment, use this experience as the catalyst to establish one for all future orders. Our project managers work with every new client to establish a customized quality assurance agreement before we cut the first sample. We want the standards to be clear because clarity prevents disputes. A supplier who resists signing a quality agreement is signaling that they do not want to be held accountable to measurable standards. That is a red flag you should not ignore.
How Can You Prevent Defects from Reaching Your US Warehouse?
The best way to handle defective pieces after arrival is to prevent them from arriving in the first place. Every dollar and every hour you spend on pre-shipment prevention returns ten dollars and ten hours of recovery effort on the back end. I know this sounds obvious, but I am constantly surprised by how many importers rely entirely on a final random inspection performed by a third-party company they hired online, with no personal relationship with the factory and no ongoing presence in the production process.
True defect prevention is a layered system that begins long before the container is loaded. It starts with the technical package, the pre-production sample approval, and the in-line production audit. It is reinforced by a factory culture that rewards quality rather than just output. In our Zhejiang facility, we have built this culture over fifteen years, and our defect rate on export orders to the US is consistently below 1%. I want to share the specific prevention layers that make this possible, and that you should demand from any supplier.

Why is a third-party pre-shipment inspection essential even with a trusted supplier?
A trusted relationship is valuable, but it is not a substitute for objective verification. Even the best factory can have a bad day. A machine can drift out of calibration. A new worker on the finishing line can make a mistake that compounds across hundreds of pieces. A third-party inspection provides an independent, documented assessment of the goods before they leave the country of origin. The inspector works for you, not for the factory. They open the cartons, pull the AQL sample, check the product against your approved reference sample, and issue a detailed report with photographs. If the goods fail, you have the option to withhold shipment until the factory corrects the issues. This is infinitely easier and cheaper than dealing with defects after the goods have crossed the ocean. We actively encourage our clients to commission third-party inspections. We do not see it as a sign of distrust. We see it as a sign of a professional buyer who understands how global supply chains work. We coordinate the inspection schedule, prepare the goods for sampling, and ensure the inspector has full access to the production lot. The major third-party inspection companies like Intertek, SGS, and Bureau Veritas all have extensive networks in China and can deploy an inspector to our factory with a few days' notice. The cost, typically a few hundred dollars per inspection day, is one of the highest-return investments you can make in your supply chain.
How do in-line production audits catch defects before they multiply?
A final inspection catches defects after production is complete. An in-line audit catches defects during production, when they can still be corrected without scrapping finished goods. This is the difference between detecting a disease at stage one versus stage four. An in-line audit involves an inspector, either from a third-party company or your own trusted agent, visiting the factory while production is at approximately 30% to 50% completion. The inspector checks the semi-finished pieces on the sewing line, the molding machine, or the finishing table. They verify that the raw materials match the approved specification. They check that the stitching tension is correct, the color is within tolerance, and the assembly process follows the approved method. If a problem is found, production is paused, the issue is diagnosed, and a correction is implemented before the remaining 50% to 70% of the order is produced. This in-process quality control approach is a standard practice in automotive and electronics manufacturing, and it is just as applicable to fashion accessories. We perform our own internal in-line audits on every production run, regardless of whether the client has commissioned an external inspection. Our quality team uses a standardized checklist for each product category. For hair clips, they check the spring tension, the clasp alignment, and the paint adhesion. For scarves, they check the hem stitch, the print registration, and the fabric hand-feel. These checkpoints are performed at defined intervals throughout the production shift, and the results are logged in a digital system that our project managers can access in real time.
What Long-Term Strategies Build a Defect-Resistant Supply Chain?
A single defective shipment is a problem to solve. A pattern of defective shipments is a supply chain that needs to be redesigned. If you find yourself dealing with quality issues order after order, the root cause is not a one-off machine malfunction. It is a systemic misalignment between your quality expectations and your supplier's quality capabilities or incentives. Fixing this permanently requires moving beyond transactional purchasing and toward strategic partnership.
The long-term solution involves three interconnected strategies. First, you consolidate your order volume with fewer, higher-quality suppliers rather than spreading it across many low-bid factories. This gives you leverage and gives the supplier the volume stability they need to invest in dedicated quality resources for your account. Second, you collaborate on product design to eliminate features that are prone to high defect rates. Third, you establish a continuous improvement feedback loop where defect data from your US warehouse is systematically shared back with the factory floor in China, closing the gap between what was shipped and what was received.

Why does supplier consolidation reduce defect rates over time?
When you split a $200,000 annual accessories budget across eight different factories, you are a small, easily replaced customer to each of them. None of them will invest in dedicated quality training for your specific product line. None of them will proactively suggest design improvements because they do not know if you will still be ordering next season. When you consolidate that same budget into two or three strategic suppliers, you become a top-tier account. The supplier assigns their most experienced project manager to your brand. They hold raw material inventory specifically for your forecast. They learn your aesthetic preferences and quality standards so deeply that they can anticipate issues before you see them. This strategic supplier relationship model is how major brands achieve sub-1% defect rates. It requires letting go of the habit of always choosing the lowest bid. The lowest bid factory is cutting costs somewhere, and that somewhere is often the quality control budget. The total cost of ownership, including the cost of defects, returns, customer service, and brand damage, is almost always lower with a slightly higher-priced but quality-obsessed supplier.
How does design-for-manufacturability collaboration prevent inherent defects?
Some defects are not caused by poor workmanship. They are baked into the product design itself. A hair clip with a wall thickness that is too thin at the hinge point will snap no matter how carefully it is molded. A scarf with a print that bleeds at the edge was not designed with the appropriate bleed margin for the printing method. A headband with a sharp internal corner creates a stress concentration that will crack under normal use. These are design defects, not manufacturing defects, and the factory is often the first to see them during the sampling phase. A collaborative supplier relationship means the factory's engineering team is empowered to flag design risks and propose alternatives. We call this a DFM or Design for Manufacturability review. During the sampling phase, our mold engineers and sewing line supervisors review every new design for potential failure points. We communicate these findings to the client with specific, actionable recommendations. A slight radius on an internal corner, a 0.5mm increase in wall thickness, a change in gate location on the mold. These small adjustments, made before production tooling is finalized, prevent entire categories of defects from ever occurring. This design for manufacturing collaboration requires a supplier who thinks like a partner, not just an order executor. The supplier must be confident enough in the relationship to deliver constructive criticism of a design without fear of losing the account. This is the level of partnership we strive for with every long-term client.
Conclusion
Discovering defective pieces after your shipment arrives in the US is a stressful, costly experience. It threatens your launch timeline, your customer relationships, and your cash flow. But it does not have to be a catastrophe. With a systematic approach, immediate and thorough documentation, a statistically valid understanding of the defect scope, and a professional, contract-backed negotiation, you can recover your costs and preserve your supplier relationship. More importantly, you can use the experience as the catalyst to build a stronger prevention system that stops defects at the source.
The ultimate solution to post-arrival defects is to make them so rare that the recovery process becomes a theoretical exercise rather than a regular occurrence. This requires shifting from a transactional, price-first sourcing mentality to a partnership-based, quality-first supply chain strategy. It requires pre-shipment inspections, in-line production audits, design-for-manufacturability collaboration, and supplier consolidation. These are not just buzzwords. They are the practical, proven methods that professional importers use to build resilient, defect-resistant supply chains.
If you have experienced a quality failure with your current supplier or if you want to establish a new sourcing relationship that prioritizes measurable quality standards from day one, I invite you to start a conversation with us. We can share our standard quality agreement template, walk you through our internal audit procedures, and discuss how we achieve and maintain a defect rate that our long-term US clients trust with their brand reputation. Our Business Director Elaine manages our quality assurance partnerships and can answer every technical and commercial question you have. Reach out to her directly at elaine@fumaoclothing.com. Let's build a supply chain where defect handling is a contingency plan you never need to use.








