A brand owner I work with once called me after reviewing the invoice for his first custom hat production run. He had counted the number of hats he received and divided it by the number of hats he paid for, and the numbers did not match. He thought he had been overcharged. I walked him through the material math. The fabric purchased was not the fabric shipped. Some of it became the brim shape, curved panels with rounded edges that leave triangular gaps between them on the cutting table. Some became the seam allowances trimmed away. Some became the small scrap of fabric between the visor pieces. Some became the test pieces cut before the main production run to confirm the cutting die alignment. None of that fabric ended up in a hat. All of it was paid for. That is waste, and it is a normal, measurable, and manageable part of custom hat manufacturing.
The average waste percentage in custom baseball cap and fashion hat production ranges from 15% to 25% of the total fabric consumed, depending on the cap style, the fabric pattern repeat, the cutting method, and the batch size. A simple five-panel cap cut from a solid-colored fabric in a large production batch can achieve waste as low as 12%. A complex six-panel structured cap cut from a striped or patterned fabric that requires pattern matching at every seam, produced in a small batch of a few hundred units, can generate waste approaching 30%. This waste is not a sign of a careless factory. It is a consequence of cutting curved shapes from rectangular fabric, and it is calculated, measured, and optimized by professional manufacturers. I will explain where the waste occurs in the production process, how it is quantified, and what you can reasonably expect when you commission a custom hat production run.
Where Does Material Waste Occur in the Hat Production Process?
Waste in hat production is not a single number that happens all at once at the cutting machine. It accumulates through several stages of the manufacturing process, each with its own cause and its own optimization potential. Understanding where the waste occurs is the first step toward understanding why the waste percentage is what it is, and what design or order choices you can make to reduce it.
How Does the Hat Crown Panel Shape Create Inherent Waste?
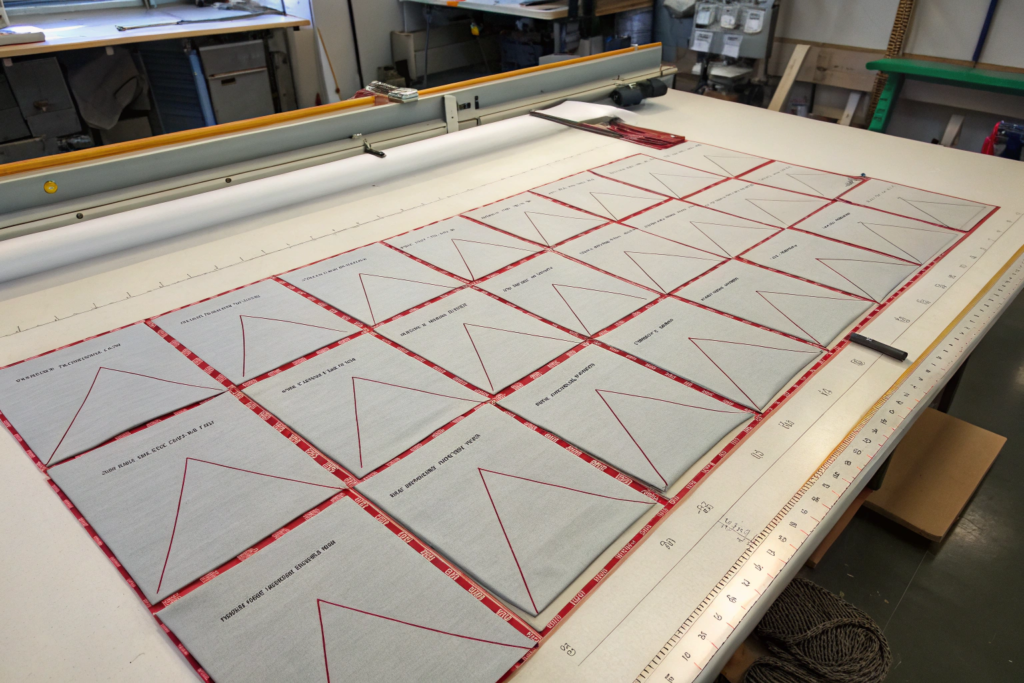
The fundamental source of waste in hat production is geometry. Hat crown panels are curved shapes. A six-panel baseball cap crown consists of six triangular panels with bulging, tapered, curved sides. When you try to arrange these curved shapes on a rectangular piece of fabric, you cannot pack them perfectly. The curves leave empty spaces between panels, and the triangular taper leaves empty spaces at the fabric edges. These empty spaces are the cutting waste.
The specific waste percentage from crown panel geometry varies by the number of panels and the panel curvature. A five-panel cap has slightly less panel seam length than a six-panel cap, which means slightly less curvature, slightly better interlocking on the cutting layout, and slightly lower waste. A bucket hat with a simpler cylindrical crown shape and a single-piece brim generates less cutting waste than a structured six-panel cap because the pieces are simpler shapes that pack more efficiently. An unstructured, low-profile cap with minimal panel seaming generates less waste than a structured, high-profile cap with complex panel shaping because the panels are simpler and use less fabric area overall.
The brim, or visor, fabric is another source of geometric waste. The brim is an elongated curved shape, usually cut as a top piece and a bottom piece. The curve of the brim shape leaves significant space between brim pieces on the cutting layout. Some factories cut the brim fabric on the bias, at a 45-degree angle to the fabric grain, to improve flexibility and shaping. Bias cutting increases waste because the pieces are oriented diagonally across the fabric, which prevents efficient nesting with other pieces. The total fabric consumption for a hat is the sum of the crown panels, the brim pieces, the sweatband fabric, and any additional trim pieces, and each of these shapes contributes its own geometric waste factor.
What Is the Difference Between Marker Waste, Selvage Waste, and Cutting Waste?
The total waste in hat fabric consumption is the sum of three distinct waste categories, and understanding the difference matters because some categories are controllable through batch size and design choices, while others are fixed by the fabric width and the cutting process.
Marker waste is the empty space between pattern pieces on the cutting layout or marker. It is determined by how efficiently the pattern pieces can be arranged on the fabric. Marker waste is the largest controllable waste category and is what most people mean when they talk about cutting waste. A well-optimized marker for a solid-colored hat fabric can achieve a marker efficiency of 80% to 85%, meaning that 80% to 85% of the fabric area ends up in cut hat pieces and 15% to 20% is empty space between pieces. A marker for a striped or plaid fabric that requires pattern matching at every seam may only achieve 70% to 75% efficiency because extra fabric must be allocated around each piece to allow the pattern to be aligned at the seam lines before the piece is cut.
Selvage waste is the unusable edge portion of the fabric roll. Woven fabric has a tightly woven border on each edge called the selvage, which prevents the fabric from fraying during weaving and finishing. The selvage is typically 1 to 2 centimeters wide on each side and is not usable for hat pieces because it has a different texture and density from the body of the fabric. For a standard 150-centimeter-wide fabric, the selvage waste is approximately 2% to 3% of the total fabric width. This waste is fixed by the fabric construction and is not controllable by the cutting process.
Cutting waste is the additional fabric consumed by the cutting process itself. When a cutting die is used, a small amount of fabric is consumed by the die blade thickness and the slight offset between adjacent cutting strikes. When fabric layers are cut with a CNC knife or a laser, a small kerf width is consumed. The cutting process also consumes the first few centimeters of fabric at the start of each new roll or lay, where the fabric is squared off and the initial cut line is established. These process wastes are small, typically 1% to 2% of total fabric, but they are inherent to the physical act of cutting fabric. If you are evaluating a detailed quote, ask your factory to break down the material production efficiency metrics so you can understand exactly where the fabric you are paying for is being consumed.
How Do Batch Size and Customization Level Impact Waste Percentage?
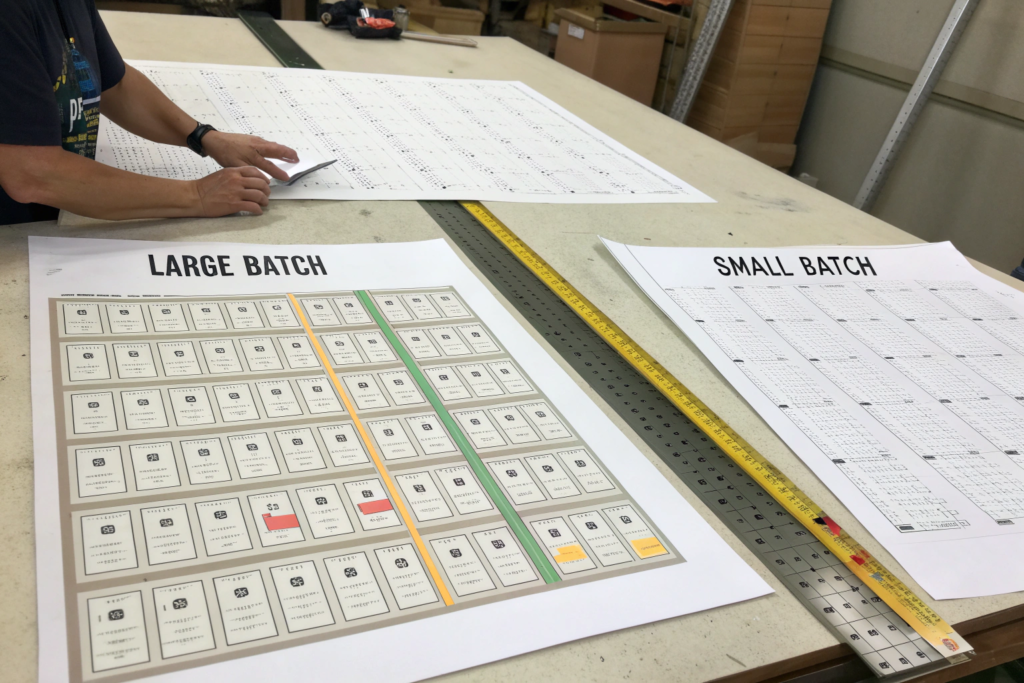
A factory can optimize a cutting layout for a production run of 10,000 hats in a way that is impossible for a run of 100 hats. The fabric spread length, meaning the length of fabric layers laid out on the cutting table, increases with batch size. A longer spread allows the marker to include more pattern pieces, which creates more opportunities for efficient nesting. A short spread for a small batch limits the marker length and creates proportionally more waste at the spread ends and edges. Batch size is a direct determinant of waste percentage, and this relationship has implications for pricing and minimum order quantities.
Why Do Smaller Wholesale Batches Generate Higher Waste Per Unit?
A small batch of 100 or 200 custom hats, which might be a first order for a new brand or a restock of a boutique line, generates a higher waste percentage for several specific reasons. The fabric lay on the cutting table is short. A short lay means the marker can include only a limited number of pattern pieces. The fabric utilization within that short marker is inherently lower than in a long marker for a large batch because there are fewer pieces to interlock with each other. The fixed waste at the beginning and end of the fabric lay, where the fabric is squared and the cut is initiated, is spread over a smaller number of units, so the waste per hat is higher.
The cutting setup time is the same for a small batch as for a large batch. The fabric must be spread, the die or the cutting program must be aligned, and the first cuts must be verified. This setup time consumes fabric that is not proportional to the batch size. On a small batch, this setup waste is a significant percentage of the total fabric. On a large batch, it is negligible. The cost of these fixed wastes is typically reflected in the unit price for small quantity orders, which is one reason why per-unit pricing decreases as order quantity increases.
Small custom batches also often use a different cutting method. A large batch of 1,000 or more hats may be cut with a steel rule die, which stamps out all the pieces for multiple hats in a single press stroke from a pre-arranged marker, maximizing efficiency. A small batch of 100 hats may be cut with a CNC knife or even by hand with templates, which does not allow the same level of marker optimization and results in slightly higher cutting waste. This distinction between die cutting for large runs and single-ply or low-ply cutting for small runs is standard practice in the industry.
What Is an Acceptable Waste Rate for Limited-Edition Hat Runs?
For a limited-edition hat run of a few hundred units, a brand should budget for a fabric waste percentage of 20% to 25% and should not be alarmed if the final waste calculation comes in near the upper end of that range. The waste is a function of the batch size and the design complexity, not a reflection of factory incompetence. A factory that promises a waste percentage below 15% on a small, custom, patterned hat run is either setting unrealistic expectations or is cutting corners in a way that will become visible in the product quality, such as not matching patterns properly at the seams.
A responsible factory communicates the expected waste percentage at the quoting stage, explains the factors contributing to it, and treats the waste calculation as a transparent part of the order specification. The fabric quantity quoted for the order includes the calculated waste. You are paying for the total fabric that enters the cutting process, not just the fabric that ends up in finished hats. If the factory overestimates the waste and the actual consumption is lower, the residual fabric should belong to you. Our clients have the option to have us retain the residual fabric from their order for use on a subsequent reorder, which reduces the fabric cost on the next production run, or to have it shipped with their order. If you plan regular reorders of the same custom fabric, retaining the residual fabric at the factory for future use is a cost-saving strategy. At AceAccessory, we operate with a transparent material consumption model, and we can reference your specific design file to give highly accurate fabric projections before cutting begins.
How Can Design Choices and Production Planning Reduce Fabric Waste?
Waste is not a fixed cost of hat production that must be accepted passively. Design decisions made at the product development stage and production planning decisions made at the order placement stage have direct, measurable effects on the waste percentage. A brand that understands these leverage points can reduce the fabric cost per hat, improve the environmental sustainability of the product, and in some cases improve the consistency of pattern placement and seam matching, all by making informed design and planning choices.

Can Fewer Seams or Simpler Panels Improve Material Yield?
The number of seams in a hat crown directly correlates to the number of fabric pieces, the total seam length, and the complexity of the cutting marker. A five-panel cap uses fewer pieces than a six-panel cap and generates less cutting waste because fewer curved shapes need to be packed into the marker. A four-panel or seamless molded crown uses fewer pieces still. For brands that are open to design variations that simplify panel construction, the simplest and most obvious waste-reduction strategy is to reduce the number of crown panels.
Seamless, molded crown caps, where the crown is formed from a single piece of fabric over a shaped mold, essentially eliminate crown cutting waste. The fabric consumption is the exact surface area of the crown plus a small trimming allowance. However, seamless crowns require specific fabric types that can be molded with heat and pressure, and the capital equipment for molding is different from sewing. The decision to use a molded crown is a product design and cost trade-off, not just a waste-reduction tactic.
Simpler panel shapes with less curvature pack more efficiently on the marker. A panel with a gentler curve and a more rectangular overall silhouette leaves smaller gaps between adjacent panels. A designer who sketches a hat crown with flowing, deep, sculptural curves is creating panels that will be expensive in terms of fabric waste. A designer who sketches a clean, slightly tapered panel with moderate curvature is creating panels that will nest efficiently. The fabric cost difference between these two designs may be several percentage points of waste, which translates to several cents to several tens of cents per hat depending on the fabric cost per meter. These decisions, made early in the development process with input from the factory's pattern-making team, are the most effective waste-reduction actions available to a brand.
Why Does Ordering Larger Quantities Reduce Waste Per Unit?
The economics of batch size and waste are straightforward. The fixed waste, the fabric consumed in setup, at the spread ends, and in the cutting kerf, is roughly constant regardless of order size. A larger order spreads this fixed waste over more units, reducing the waste cost per hat. The variable waste, the marker waste between pieces, improves with longer fabric spreads because the marker can include more piece variations, allowing better nesting.
A common compromise between the desire to test a new design and the desire to achieve production-scale efficiency is to order a larger quantity of a base hat style with minimal decoration variations, rather than splitting an order across many different styles each in small quantities. For example, an order of 1,200 hats in two colorways of the same design generates less waste per hat than an order of 400 hats each in three different designs. The total fabric yardage is the same, but the marker efficiency is higher for the two-colorway order because the cutting runs are longer and the marker is more optimized.
The relationship between order quantity, waste percentage, and unit cost is one of the fundamental commercial dynamics of custom manufacturing, and it is the reason why most factories have minimum order quantities. Below a certain quantity, the fabric waste and the production setup cost make the per-unit price unattractive or commercially unviable. A transparent factory explains this relationship and helps you find the order quantity that balances your inventory budget with your unit cost target. Proper inventory and production planning connects your purchase order volume directly to fabric procurement and marker efficiency, ensuring waste is minimized not just per order but across your entire seasonal program.
Conclusion
The average waste percentage in custom hat production of 15% to 25% is not a defect in the manufacturing process. It is the necessary result of cutting curved, shaped fabric pieces from rectangular fabric rolls. The waste falls into the measurable, manageable categories of marker waste, the empty space between pieces on the cutting layout, selvage waste, the unusable woven edges of the fabric, and cutting process waste, the fabric consumed by setup, squaring, and the cut itself. Each category can be quantified, and a professional factory can provide a waste breakdown for your specific hat style, fabric, and order quantity.
Your design choices, including the number of crown panels, the panel curvature, the fabric pattern, and the pattern matching requirements, directly impact the waste percentage. Your order quantity directly impacts the marker efficiency and the per-unit waste cost. A small batch of 100 patterned hats will generate a higher waste percentage than a large batch of 5,000 solid-colored hats. This is a normal economic relationship, not a signal of factory inefficiency. A transparent factory quotes the fabric consumption including the calculated waste, explains the factors driving the waste in your specific project, and treats the residual fabric from your order as your asset to retain for future orders or to ship with the finished goods.
If you are planning a custom hat production run and want a clear, detailed fabric consumption estimate for your specific design, including the expected waste breakdown and the strategies available to reduce it, contact our Business Director Elaine at elaine@fumaoclothing.com. Send her your hat design, your fabric choice, your pattern or print details if applicable, and your order quantity. She can return a fabric consumption projection that shows you exactly how much fabric your order will require, where the waste will occur, and what the waste percentage means for your unit cost. The more you understand about the fabric math, the better your sourcing decisions will be.