You open the master carton of 2,000 knit beanies and start checking the quality. The first beanie stretches perfectly over your fist. The second one slides on loosely like a saggy sock. The third one barely covers your ears because the knit tension pulled too tight during production. Your stomach drops. You just received a bulk order with a three-size spread disguised as "one size fits most," and your customers are about to experience the same frustration. Returns will flood in. Bad reviews will pile up. The root cause is not the yarn. It is a factory that treats size consistency as a suggestion rather than a measurable standard.
You avoid size mismatches on bulk orders of knit beanies by locking down three specific parameters: the stretched circumference tolerance, the relaxed flat-lay width, and the yarn tension gauge setting on the knitting machine. A professional factory provides a sealed size approval sample, a detailed spec sheet with plus and minus tolerances in centimeters, and a first-article inspection report from the bulk run before the machines knit a single row beyond your approval.
A beanie looks simple. It is a tube with a closed top. But the variables that control its fit, the yarn elasticity, the stitch density, the steam-blocking temperature, multiply quickly if no one watches them. I want to show you exactly how we prevent your beanies from becoming a guessing game, from the digital knitting program to the final steam finishing station in our Zhejiang facility.
What Pre-Production Sample Specs Lock In the Correct Fit?
Waiting until the bulk shipment lands in your warehouse to check the size is like checking the parachute after you jump. The size must be locked in stone at the sample stage. A single "one size" beanie can fit a 54-centimeter head circumference and an obese 62-centimeter head depending on the yarn stretch and the stitch loop length.
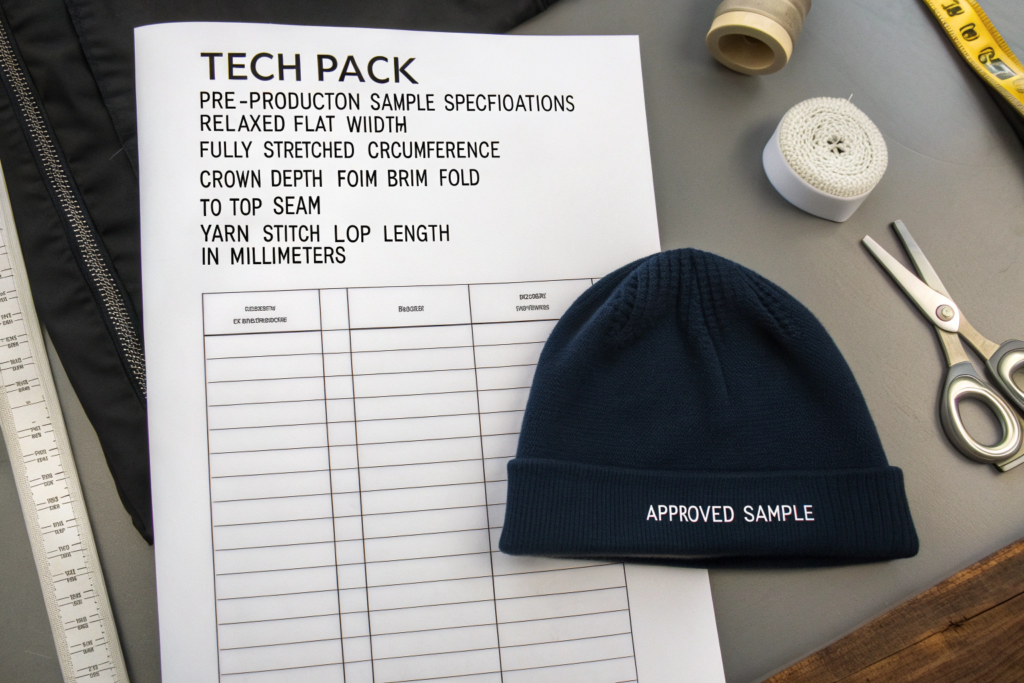
The pre-production sample specs that lock in correct fit are the relaxed flat width, the fully stretched circumference, the crown depth from brim fold to top seam, and the yarn stitch loop length measured in millimeters. We document all four numbers on a formal Tech Pack sheet, and we physically sign and seal the approved sample beanie so the production floor can touch and measure against a physical reference, not a memory.
I cannot overstate the importance of the "stretched circumference" measurement. A beanie that lays flat at 24 centimeters wide will stretch comfortably to roughly 56 centimeters. A beanie laid flat at 26 centimeters stretches to 62 centimeters. That two-centimeter difference in the relaxed state separates a snug jogging fit from a sloppy oversized slouch.
What is a Tech Pack and why does a beanie require one?
A Tech Pack is the engineering blueprint of a soft fashion item. It contains a flat sketch, material composition, yarn count, gauge, trims, label placement, and a measurement chart with specific tolerances. We build a Tech Pack for every custom knit beanie order. The sheet specifies that the relaxed flat width is 24 centimeters plus or minus 0.5 centimeters. The crown depth is 21 centimeters plus or minus 0.5 centimeters. Without this written contract, a knitter might adjust the machine tension slightly to speed up production, unknowingly shrinking your beanie by a full size grade.
How does the stretch recovery test prevent a saggy beanie?
A beanie that stretches out and stays stretched is a trash garment. We test every pre-production sample on a stretch recovery jig. The inspector stretches the beanie to its maximum safe circumference, holds it for 30 seconds, then releases it. The beanie must recover to within 5% of its original relaxed flat width within 60 seconds. If the recovery rate is lower, the yarn lacks sufficient spandex core content, and we reject the yarn lot before cutting a single production order for your bulk caps.
How Does Knitting Machine Tension Control Sizing at Scale?
The industrial knitting machine is the mother of size consistency. A modern circular knitting machine spins a tube of fabric continuously, and the size of that tube depends on the stitch cam setting and the yarn feed tension. If the yarn feed roller slips slightly, the stitch loop gets longer, the fabric gets looser, and the beanie grows half a size without anyone touching a dial.
We control sizing at scale by programming the digital knitting machine with a fixed loop length value, measured in millimeters per stitch, rather than relying on manual tension knobs. The machine's onboard computer monitors the yarn feed rate 100 times per second and auto-adjusts the servomotor to maintain the exact loop length, ensuring beanie number one and beanie number two thousand have identical stretch dimensions.
Our technicians input the desired loop length into the machine's control panel. For a standard ribbed acrylic beanie, the loop length might be set to 4.2 millimeters. The machine holds this setting with a tolerance of 0.05 millimeters across an eight-hour shift. This digital precision eliminates the drift that plagued old manual machines.

What is the difference between a 12-gauge and a 7-gauge beanie fit?
The gauge refers to the number of needles per inch on the knitting cylinder. A 12-gauge machine packs 12 needles into every inch, producing a fine, tight knit that feels smooth and dressy. A 7-gauge machine uses 7 needles per inch, producing a chunky, loose stitch with large air gaps. A 12-gauge beanie stretches less and fits more snugly than a 7-gauge beanie made from the same yarn. We always specify the gauge on the Tech Pack, because ordering a 7-gauge bulk pack when the sample was 12-gauge will land you with a completely different product.
How often do we calibrate the yarn feed tension sensors?
Every Monday morning before the first shift runs, our maintenance team runs a calibration check on all active knitting machines. They thread a test yarn through the sensor, run 50 meters of tube fabric, and measure the average loop length with a digital microscope. If the average drifts more than 0.1 millimeters from the target, we recalibrate the machine immediately. This weekly ritual prevents size mismatches on long-run bulk hats and scarves.
Can Steam Blocking Fix Minor Size Deviations in Finished Beanies?
A beanie fresh off the knitting machine is stressed. The yarn is under residual tension from the needles, and the fabric tube is curled tightly at the edges. Steam blocking relaxes the fibers, sets the final shape, and can correct small size deviations within a narrow window.
Steam blocking can fix a beanie that is up to 1.5 centimeters too small in the relaxed flat width by relaxing the yarn fibers and opening up the stitch loops under controlled heat and moisture. However, it cannot shrink a beanie that was knitted too large, and it cannot rescue a beanie with a fundamental stitch length error exceeding 2 centimeters.
We place the finished beanie over a calibrated metal form that matches the approved sample dimensions exactly. A jet of steam at 100 degrees Celsius penetrates the yarn. The fiber memory resets in the expanded position. The beanie cools on the form for five minutes. It comes off the form locked to the correct size.
What is the maximum correction range for steam blocking?
We classify size deviations into three zones. Green zone: less than 1.5 centimeters undersize, correctable by steam blocking. Yellow zone: 1.5 to 2.5 centimeters undersize, requires re-knitting of the affected batch. Red zone: over 2.5 centimeters undersize, the entire batch of fabric is rejected and the yarn feed tension is investigated root-cause. We never steam a beanie twice to force a bigger correction. Double steaming damages the acrylic fiber, causing a harsh, crunchy hand feel.
Does steam blocking also set the brim fold retention?
Yes. A flat, crisp brim fold that stays put comes from steam setting, not from a sewn crease. We fold the brim to the specified depth, typically 6 to 7 centimeters, and blast it with steam while a pneumatic bar holds the fold flat against the form. This trains the knit memory to return to that folded position even after the customer pulls the beanie on and off repeatedly throughout a winter day.
What Third-Party Inspection Criteria Catch Size Drift Early?
Internal QC catches most problems before shipping. But a third-party inspection by an independent auditor provides the final legal shield and the objective data that protects your brand when a retail buyer questions consistency. The inspector does not care about our relationship, they simply execute the ANSI/ASQ Z1.4 sampling table.
Third-party inspectors catch size drift by measuring a statistically significant random sample against the approved sealed sample and the specification sheet. Under the AQL 2.5 standard, they pull 125 beanies from a 3,000-piece lot and measure relaxed width, stretched circumference, and crown depth on every single one. If more than seven fall outside the tolerance band, the lot fails inspection.
We use SGS or Bureau Veritas for these checks. The inspector arrives unannounced, walks to the finished goods pallets, pulls samples randomly using a random number generator, and sits at a bright inspection table with a steel ruler and a calibrated tape measure.

How does the AQL sampling table work for a 5,000 beanie order?
For a lot size of 5,000 units, the AQL 2.5 Level II sampling plan requires pulling 200 beanies randomly. The "acceptance number" is 10. If 10 or fewer beanies fall outside the spec tolerance for the core measurements, the lot passes. If the 11th beanie fails, the entire order is put on hold for 100% piece-by-piece re-inspection. We print the AQL table directly on our QC checklist and review it with the buyer during the contract phase.
What digital tools are replacing manual tape measure checks?
We are piloting a 3D body scanning booth for beanies. The beanie slides onto a transparent plastic dome embedded with laser sensors. The sensors map 1,000 points on the beanie surface in three seconds, calculating the precise circumference and crown volume digitally. This removes human tape-measure tension variation, where one inspector pulls tighter than another. The data exports directly to a QC dashboard that flags any drifting beanie measurements trend across the production day, alerting us to adjust the machine before a defect wave starts.
Conclusion
Size mismatches on a bulk beanie order are never random bad luck. They are the direct result of a factory skipping the Tech Pack measurement chart, failing to calibrate the knitting machine tension weekly, or neglecting to steam set the finished product on a properly sized form. Controlling size requires a boring, disciplined process that starts at the yarn feed sensor and ends at a third-party inspector's steel ruler.
Our knitwear team in Zhejiang runs this process on every single order for beanies, caps, and scarves. We ship to North American and European retailers who demand that a "one size fits most" beanie fits the same actual head circumference whether it was knitted on a Tuesday morning or a Friday night shift.
If you want bulk beanies that do not become a sizing lottery for your customers, let's lock down your spec sheet now. Reach out to our Business Director, Elaine. She will send you a blank Tech Pack template, walk you through measuring your approved fit sample, and set the exact tolerances we will hold during knitting. Write to her at elaine@fumaoclothing.com. Let's produce beanies that fit heads, not just spreadsheets.