I have managed exactly one recall in my years at AceAccessory, and I remember every detail. A shipment of embellished hair clips had reached a boutique chain's distribution center. Within days, three store managers reported that the decorative crystals were detaching from the clip surface. A child could potentially swallow a detached crystal. The defect rate in the inspected sample was under 1%, but a single adverse incident would have been catastrophic for the brand, the retailer, and our factory. I learned that day that a recall is not primarily a logistics event. It is a trust event. How you handle the first 48 hours determines whether the relationship survives.
My team handles a recall on defective hair accessories through a structured, five-phase protocol. Immediate containment stops further shipments and identifies all potentially affected stock. Root cause analysis determines exactly what went wrong in the production process and why it was not caught. Customer remediation executes the recall at the retail and consumer level with replacement or refund. Corrective action implements permanent process changes to prevent recurrence. And verification auditing confirms that the corrective actions are effective before the product line is released for future production. I will walk through each phase in detail so you understand exactly what we do, who is responsible, and how we communicate with you throughout the process.
What Happens in the First 48 Hours of a Recall Notification?
The first 48 hours are critical, not because the problem can be fully solved in two days, but because the decisions made and the communication initiated in that window determine the speed and effectiveness of everything that follows. A factory that delays, deflects, or makes you chase them for information is signaling that they are not equipped or not willing to own the problem. A factory that acknowledges the issue immediately, launches an internal investigation without being asked, and communicates a containment plan within hours is demonstrating the operational maturity that makes a recall survivable.
How Do You Identify and Isolate the Affected Production Batch?
The moment you notify us of a defect discovered at retail or in your warehouse, our quality manager opens a recall case and assigns a unique case number. The first action is batch identification. We need to know exactly which production run, which shipment, and which specific units are affected so that we do not over-quarantine good inventory or under-quarantine bad inventory. You provide us with the product SKU and any batch code, purchase order number, or date code from the defective units and their packaging. Our production records are organized by batch, and each batch is traceable back to the specific raw material lots, production line, production shift, and QC inspection report.
The quality manager pulls the batch folder for the affected production run. The folder contains the material receiving inspection records for all components used in that batch, the production work order with the shift schedule and operator assignments, the inline QC inspection reports from the production line, the final AQL inspection report for the batch, and the shipping records including the container number, bill of lading, and destination. This batch folder provides a complete history of everything that went into the product, everything that happened during its production, and where every unit shipped. Within four hours of your notification, our quality manager confirms the batch identification, isolates the batch records, and begins the trace.
Simultaneously, the quality manager identifies any other orders, SKUs, or shipments that used the same suspect material lot, the same production line on the same shift, or the same component sub-batch. This broader trace identifies whether the defect is isolated to a single batch or potentially extends to multiple batches sharing a common defect source. You receive a preliminary containment notice within six hours of your initial notification, listing the identified affected batches, the total unit count, and the shipment dates and destinations.
What Immediate Communication Steps Are Taken with the Buyer?
Communication with you, the buyer, is not an afterthought. It is the primary output of the first 48 hours. Your customers, whether they are retail stores or individual consumers, are asking you for answers. You need information from us to answer them. We provide you with a structured timeline. Within six hours, you receive an acknowledgment email confirming that a recall case has been opened, assigning a case number, and providing the name and direct contact information of the project manager who is now the single point of contact for all recall-related communication. You are not bounced between departments or asked to re-explain the problem to multiple people.
Within 24 hours, you receive a preliminary situation report. The report summarizes the affected batches, the total unit quantity in the field and still in inventory, the initial defect description and photographs, the known distribution of the affected units by destination, and the actions already taken, which include a production hold on the product line and a shipment hold on any related orders. The report also includes the next steps planned, with specific target dates for the root cause analysis completion and the corrective action proposal.
Within 48 hours, you receive an update with any additional batch traces completed and a preliminary root cause hypothesis if enough information is available. This communication cadence, acknowledgment within hours, a preliminary report within a day, and an update within two days, sets the pattern for the entire recall process. You are never the one who has to ask for an update. The proactive updates arrive on the schedule we commit to in the first contact. This communication discipline is the difference between a buyer who manages a recall and a buyer who is managed by it. Reference to formal product recall guidelines helps align our communication and remediation steps with recognized consumer product safety expectations.
How Is a Root Cause Analysis Conducted for Accessory Defects?
Root cause analysis is the diagnostic phase of the recall. It answers the question of why the defect occurred and why it was not detected before the product shipped. Without a verified root cause, any corrective action is a guess. A guess might fix the symptom without fixing the underlying problem, and the defect could recur in a future production run. The root cause analysis process we use is structured around the Ishikawa fishbone methodology, which examines the defect from the perspectives of materials, methods, machines, manpower, measurement, and environment.
What Testing Methods Are Used on Returned Defective Samples?
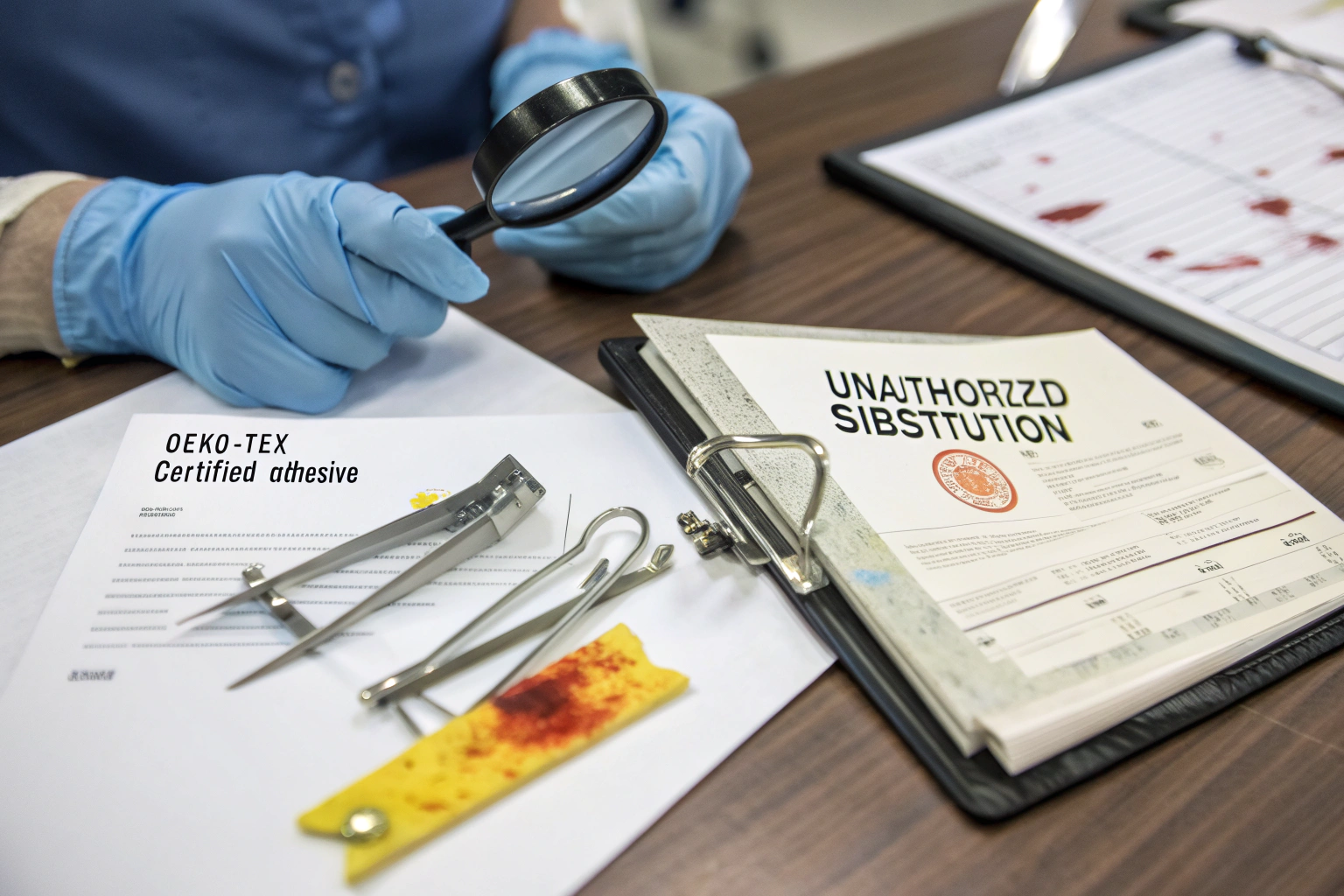
The physical examination of returned defective samples is the starting point for root cause analysis. We request that you ship a representative sample of defective units back to our quality lab using an express courier at our cost. The samples are logged into the recall case file and examined under standardized laboratory conditions.
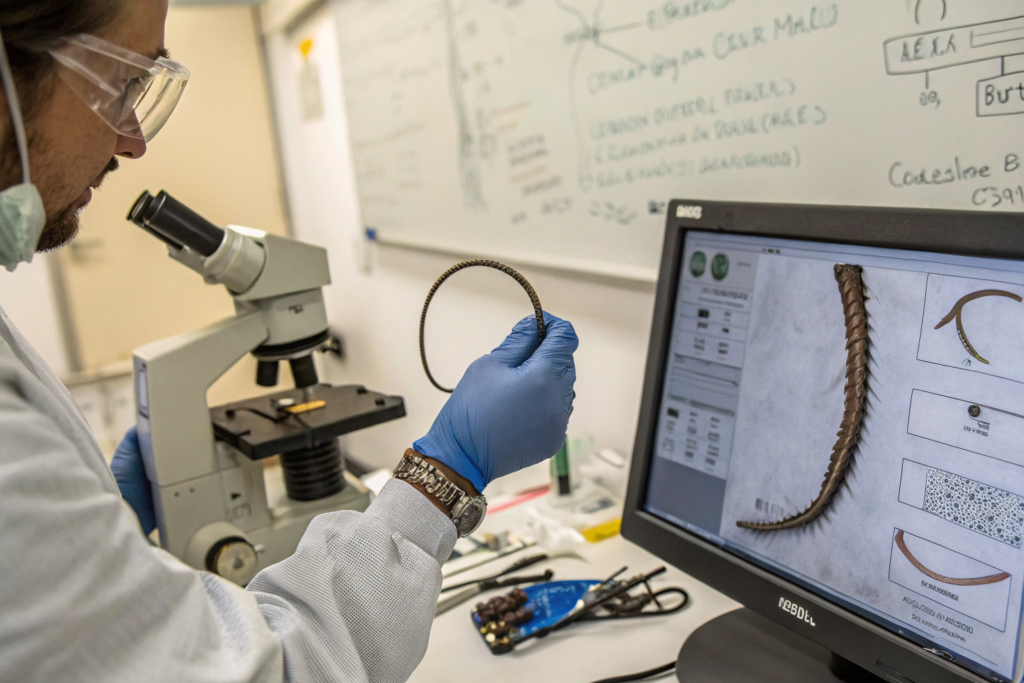
The examination sequence depends on the defect type. For mechanical failures, such as a broken spring or a detached clasp, the failure surface is examined under a digital microscope at magnification to identify the fracture mode. A fatigue fracture shows characteristic beach marks indicating progressive crack growth over multiple cycles. This suggests that the component was under-designed for the repeated stress of normal use. A single-overload fracture shows a clean, instantaneous break with no progressive growth pattern. This suggests that the component experienced a one-time force beyond its design limit, which could be a material flaw, a manufacturing defect, or customer misuse.
For adhesion failures, such as a detached crystal or a peeling decorative element, the failed bond surface is examined to determine whether the failure occurred within the adhesive layer, between the adhesive and the substrate, or within the substrate material itself. An adhesive failure that leaves a clean substrate surface on one side and adhesive residue on the other indicates a surface preparation or adhesive selection problem. A cohesive failure that leaves adhesive residue on both surfaces indicates that the adhesive was appropriate but the load exceeded the adhesive's strength.
For finish failures, such as tarnishing, peeling plating, or color fading, the failed finish is tested for coating thickness using a digital coating thickness gauge. A plating layer that is too thin wears through prematurely. The composition of the plating or coating is checked against the specification to confirm whether the correct material was applied. Accelerated aging tests, including salt spray and UV exposure, are conducted on retained production samples from the same batch to determine whether the failure was caused by an inherent process deficiency or by exposure to conditions outside the product's intended use range and understanding material testing standards provides a framework for the test methods that ensure objective and defensible conclusions.
How Do You Determine Whether the Root Cause Is Material, Process, or Design?
With the physical failure analysis complete, the investigation moves to the systemic question. Was the root cause a defective material, an improperly executed production process, or a design that was not robust enough for the intended use? These three root cause categories point toward different corrective actions, so distinguishing them accurately is essential.
A material root cause is identified when the defective component or material fails to meet its incoming specification, but this failure was not detected during incoming inspection. For example, a batch of springs that was specified for 500 cycles but fails at 200 cycles due to inconsistent tempering at the spring supplier is a material root cause. The incoming material was defective. The corrective action focuses on the incoming inspection protocol for springs and on the spring supplier's quality control.
A process root cause is identified when the materials meet specification but the manufacturing process introduced a defect. For example, a crystal embellishment that detaches because the adhesive was applied at too low a temperature, resulting in poor wetting and a weak bond, is a process root cause. The process was not executed correctly. The corrective action focuses on process controls, including adhesive temperature monitoring and operator retraining.
A design root cause is identified when the materials and the process both meet their specifications, but the product design itself is not sufficiently robust for the conditions of normal use. For example, a hair clip whose hinge pin is too small in diameter relative to the expected leverage force, causing the pin to bend and the clip to fail after normal use, is a design root cause. The product specification was inadequate. The corrective action focuses on design revision, which may involve resizing the component or changing the material.
Each of these root cause findings is documented in a formal root cause analysis report that includes the test data, microscope images, and a clear conclusion statement. This report is shared with you and becomes the basis for the corrective action plan.
What Customer Remediation Options Are Available for Defective Products?
Remediation is where the recall transitions from internal investigation to external action. Your customers, whether they are retail stores with affected inventory or individual consumers who purchased a defective product, need a resolution that is quick, fair, and hassle-free. The remediation options we provide are structured to support your customer service process and to restore your brand's reputation with the end consumer.

How Are Replacement Orders Prioritized in the Production Schedule?
When a recall requires replacement product, the replacement order is treated as the highest priority in our production schedule. It jumps ahead of all standard production orders because your customers are waiting, and every day of delay increases their frustration and damages your brand.
The quality manager and the production planner jointly determine whether the replacement units can be produced from existing finished goods inventory of the corrected product, if a corrected batch was already in production before the recall was triggered, or whether a new production run must be scheduled. If corrected inventory exists, replacement units are pulled, re-inspected to confirm the correction, and shipped within 48 hours. If a new production run is required, the production planner inserts the replacement order into the production schedule at the next available production slot, which typically means production begins within one to three business days depending on material availability and current line loading.
The replacement order is assigned a dedicated project manager who tracks the order through every production stage and provides you with daily progress updates. The standard lead time for the product category does not apply to a recall replacement. The replacement order is expedited through every stage, and if necessary, we cover the cost of air freight to get the replacement goods to you or directly to your customers in days rather than weeks.
What Compensation Structures Are Available: Credit, Refund, and Air Freight?
The financial remedy for a recall is structured to make you whole for the direct costs of the defective product and the reasonable costs of the recall execution. The standard compensation framework includes several components depending on the specific recall circumstances. A full credit for the wholesale value of the confirmed defective units is applied against your open account or issued as a credit memo for a future order. If you prefer a cash refund rather than a credit, that is processed upon request.
The cost of the replacement units is fully absorbed by the factory, including the product cost and the cost of any improved components or additional QC steps required by the corrective action plan. Freight costs for shipping replacement product, whether by ocean or by air freight, are factory-covered. If the recall situation requires expedited air freight to meet an urgent retail deadline, that cost is factory-covered. Return shipping costs for defective product that you or your customers ship back to the factory for analysis are factory-covered through pre-paid return labels.
Direct costs of the recall administration that you incur, such as customer service labor, retail store labor to pull and repackage product, and consumer notification postage, can be discussed as part of the compensation negotiation. These costs are fact-specific, and we address them in good faith based on documented expenses. The compensation discussion is not adversarial when the factory has accepted responsibility. It is a collaborative process of documenting the costs and ensuring the remedy is fair and complete. The goal is that you do not lose money on the recall incident. At AceAccessory, our recall protocol includes a remedy section that outlines these compensation categories clearly so both parties understand the framework before a recall ever occurs.
What Permanent Corrective Actions Prevent Recurrence?
A recall is a failure, but it is also a learning opportunity that a mature factory uses to strengthen its quality system permanently. The corrective action phase ensures that the specific defect that caused the recall cannot recur, and the broader preventive action phase examines whether similar defects could occur in other products or processes and addresses those systemic vulnerabilities.

How Are QC Checklists Updated After a Root Cause Finding?
The QC checklist is the frontline document that guides inspectors on what to check and how to check it. When a root cause analysis identifies that a defect escaped detection, the question becomes why the existing QC checkpoint did not catch it. The answer usually falls into one of three categories, each with a specific checklist correction.
The first possibility is that the QC checklist did not include a check for this specific defect mode. The defect was not on the inspector's radar because no one anticipated it could occur. The corrective action adds a new checkpoint specifically for the defect mode, with a clear pass/fail criterion, a measurement method, and a photograph of an acceptable and an unacceptable condition. The updated checklist is issued to all QC inspectors with formal training on the new checkpoint.
The second possibility is that the QC checklist included the check, but the sampling frequency or sample size was insufficient to detect the defect at a low occurrence rate. The corrective action increases the sampling frequency for that checkpoint, either by sampling a larger number of units at the existing inspection gate or by adding a new inspection gate earlier in the production process where the defect can be detected before additional value is added to the defective units.
The third possibility is that the QC checklist included the check and the sampling was adequate, but the inspector was not properly trained to identify the defect or was not provided with adequate measurement tools. The corrective action retrains the QC inspection team on the specific defect mode using the actual defective samples from the recall as training references, and if necessary, provides additional measurement equipment.
The checklist update is documented, dated, and linked to the recall case number. The updated checklist is used in the immediate next production run, and the QC supervisor verifies that the inspector is applying the new checkpoint correctly through direct observation during the first production shift.
What Supplier Quality Audits Are Triggered by Material Failures?
If the root cause analysis traces the defect to a material or component failure from an external supplier, the corrective action extends beyond our factory walls to the supplier's facility. A material failure triggers a supplier quality audit, which is a structured visit to the supplier's production site to assess their quality management system and to ensure that the specific failure mode is understood and corrected at the source.
The audit is conducted by our quality manager or a senior QC engineer. The audit agenda covers the supplier's incoming material inspection for the raw materials they use to make our component, their production process controls for the specific process step where the defect originated, their outgoing quality inspection for the component, and their batch traceability system. The audit findings are documented in a corrective action request issued to the supplier. The supplier must respond with a documented corrective action plan within an agreed timeframe, typically 10 to 15 business days.
The supplier's corrective action is verified either through a follow-up audit or through an expanded incoming inspection protocol at our factory for the next several component deliveries. If the supplier fails to implement effective corrective action or resists the audit process, we qualify an alternative supplier for that component. A material defect caused by a supplier is not an excuse to which we deflect responsibility. It is a failure of our supplier management process, and we own the correction of that process end to end.
The recall case is formally closed only after all corrective actions have been implemented, verified as effective through inspection of at least one subsequent production run, and documented in a closure report that is shared with you. The closure report summarizes the root cause, the corrective actions taken, the verification results, and the date the product line is released for standard production. You sign off on the closure report before the recall case is archived.
Conclusion
A recall on defective hair accessories is a test of a factory's character and capability. My team handles it through a structured protocol that begins with immediate containment within hours of your notification, isolating affected batches and providing you with a preliminary situation report within 24 hours. Root cause analysis uses a formal fishbone methodology, physical failure analysis under laboratory conditions, and a systematic determination of whether the root cause is material, process, or design. The analysis findings are documented and shared with you.
Customer remediation prioritizes your replacement order above all standard production, provides full credit or refund for defective units, and covers all replacement product and expedited freight costs. Permanent corrective action updates QC checklists to close the inspection gap that allowed the defect to escape, retrains inspection personnel, and triggers supplier quality audits if a material failure contributed to the defect. The recall case remains open until all corrective actions are implemented, verified, and documented in a closure report that you approve.
A recall is not a moment a factory wants to experience, but how a factory handles a recall reveals more about its true commitment to quality and partnership than a hundred successful orders. I am grateful that recalls are rare in our factory, and when one has occurred, it has made our quality system permanently stronger and our client relationships permanently more trusting.
If you are currently dealing with a quality issue on an accessory shipment, whether it is from our factory or another supplier, and you need guidance on how to structure a recall or a corrective action process, contact our Business Director Elaine at elaine@fumaoclothing.com. Even if the defective products are not ours, she can provide you with the recall protocol framework we use, the documentation templates, and the critical path checklist that ensures no containment or corrective step is missed. Recalls are isolating. You do not need to manage one alone.