

You have the competitor's belt in your hand. You hand it to your sourcing agent. The request is simple: "Match this. Beat the price by 15%." The factory smiles, takes the sample, and promises it will be easy. Three weeks later, you open the pre-production sample. The color is a shade off. The leather smells like chemicals, not rich hide. The buckle is hollow and light. You realize the factory didn't "engineer" the cost out. They just butchered the quality. You are now looking at a product that might retail for $19.99 at a discount store, not the premium boutique piece you needed. This isn't a supply chain victory. It’s a brand disaster dressed up in a cheaper leather hide.
Yes, a professional factory can match a competitor’s belt at a lower price, but only by performing a surgical "functional equivalence" teardown. This means mapping the original belt's physical DNA, its weight, flexural resistance, pull-up effect, and surface sheen, and then matching those exact characteristics using alternative materials or hidden construction methods that cost less but feel identical to the consumer. It is never about making an uglier product. It is about making the same product with smarter engineering.
You don't need a cheaper buckle that scratches the customer's car door. You need a different alloy that polishes to the same mirror finish. You don't need a thinner, weaker thread. You need a stitch geometry that uses less thread per inch while maintaining seam tensile strength. I want to show you exactly how we break down a luxury belt and build it back up with a lower invoice total and zero perceptible difference.
Why Does Substituting the Internal Filler Reduce Cost Without Losing Shape?
When a customer holds a luxury belt, they don't feel the middle. They feel the top grain. Yet, in many premium belts, the thickest layer inside is a solid piece of vegetable-tanned leather that acts purely as a spacer to give the belt a 3.5mm or 4mm profile. This layer is invisible and mechanically idle. It just sits there, adding expensive thickness.
Substituting the internal filler reduces cost without losing shape because modern microfiber and bonded leather composites offer a higher consistency in density than natural leather splits, with zero defects. We replace the costly split leather layer with a high-density microfibra or a compressed bonded leather core. This alternative maintains the exact flexural rigidity and edge profile of the original, but costs approximately 70% less per square meter, and because it has a uniform structure, the clicker press can cut it with less waste than a natural hide with barbed wire scars and tick holes.
This is not about making a "plastic" belt. The skin the customer touches remains the same expensive, soft full-grain leather you demanded. We simply remove the expensive "meat" of the leather sandwich and replace it with a material that actually resists moisture better than raw cowhide. A natural leather filler absorbs sweat and swells, often cracking the edge paint. A bonded filler is dimensionally stable. It flexes without cracking.

How does the internal fiber structure prevent the belt from becoming flimsy?
We don't just swap the material and hope for the best. We use a durometer to measure the shore hardness of the original filler. If the competitor’s filler has a Shore A reading of 55, we source a microfiber sheet with a Shore A of 55. The "hand feel" of the finished belt depends on the compression modulus of the middle layer. This is physics, not guesswork. The resulting belt holds its arch perfectly, even when looped tightly.
What about the edge? How can we paint it cheaply but keep it smooth?
The luxury original might have six coats of hand-applied wax. Our functional match uses two coats of a high-build thermoplastic edge lacquer, cured instantly under UV light. The visual depth is identical because the lacquer self-levels, filling the microscopic gaps that hand waxing often misses. It takes 20 seconds instead of 10 minutes. The edge paint actually lasts longer against denim friction. This is a classic case of an affordable process beating the artisan one.
How Do "Ghost Patterns" Replicate Aesthetic Hardware Cheaper?
The buckle is where you feel the price. A heavy brass casting screams luxury. But casting solid brass requires high temperatures, expensive molds, and a lot of post-polishing labor. You don't always need a solid block of copper and zinc to get that visual weight.
We replicate expensive hardware aesthetics by using a "thick-wall zinc die-casting" technique. Instead of a solid brass cutout, we use a heavy-wall zinc alloy shell with a hidden weighted core. Zinc flows faster, melts at a lower temperature, and the dies last ten times longer than brass molds. We then plate it with a genuine, thick barrel of antiqued copper and nickel, finishing with a protective electrophoretic clear coat. The visual result is indistinguishable from a solid brass casting, with an identical cold-to-the-touch feeling, but at less than half the raw material cost.
The customer taps the buckle on the table. It clinks with a satisfying, dense sound, not a tinny rattle. That's because the zinc isn't thin and hollow. The specific alloy we use adds the mass that generic cheap belts strip away. This is the "ghost pattern" principle: recreating the silhouette, the weight, and the surface light reflection without the expensive metallurgy.

Is the patina process the same for zinc as it is for brass?
Zinc doesn't oxidize into the same golden-brown verdigris as raw brass. If the original belt's selling point is a "living finish" that ages, we can use a special acidic copper wash over the zinc to create a reactive surface that tarnishes beautifully. But for 90% of branded belts, the customer wants the pristine, just-opened look forever. Our clear coat on the zinc alloy guarantees the hardware looks mint on the shelf for years.
Can we match a custom shape buckle without paying for a new brass mold?
Absolutely. The die for a zinc casting costs a fraction of a brass mold, and the CNC programming is faster. For a competitor's proprietary geometric logo, we 3D scan it, clean up the mesh in CAD, and cut the die cavity. The mold amortization cost can drop by 60%, passing significant savings to you on the first run, especially if your order quantity doesn't justify a lifetime brass tool.
What Is a Cyclic Stitch Pattern and How Does It Save Thread?
Stitching is the silent cost. A belt with a long run of decorative stitching uses meters of expensive bonded nylon thread. If you can reduce the thread consumption without reducing the perceived quality, you save money.
A cyclic stitch pattern saves thread by optimizing the stitch density based on the stress zone. Traditional makers use one SPI (stitches per inch) for the whole belt. We map the belt into load zones. The high-stress area near the buckle hole gets a tight 8 SPI for tensile strength. The decorative lines along the strap, which bear no load, drop to a relaxed 6 SPI. This reduces total thread consumption by up to 25% without the eye ever detecting the different spacing, because the human gaze focuses on the straightness of the line, not the microscopic distance between two dots.
We also swap the thread grade. A German bonded thread is magnificent, but a high-tenacity Japanese or premium Korean bonded thread offers the same tensile strength and abrasion resistance at a lower customs duty and import cost to China. We test the seam slippage on a tensile machine. If the substitute thread holds the leather together to the exact breaking point required by the SATRA standard, the cost reduction is invisible.

Does the thread color fade faster on cheaper threads?
We specifically test for color fastness to light using a Xenon arc lamp for 72 hours. Many luxury threads use natural silk, which actually fades and weakens faster than a synthetic bonded thread. Our cost-optimized synthetic thread often has a higher UV resistance score than the original. The retail shelf is bathed in hot spotlights; our thread keeps its color longer.
How do you ensure the stitch tension doesn't look loose?
This relies entirely on a digital servo motor on the sewing machine. We pre-program the top and bobbin tension for the specific thickness of our new filler material. A loose stitch is a labor problem, not a material problem. A perfectly calibrated machine needle produces a flawless stitch profile, regardless of the thread's country of origin.
How Does a Blind Tactile Audit Prove the Match to Your Buyer?
Your buyer is skeptical. They approved the original Italian belt. Now you are presenting a cost-down version. They will pick it up, squint, flex it, and smell it. You need data to back up your claim that it's a match, not just a sales pitch.
A blind tactile audit proves the match by removing sight bias and measuring objective physics. We conduct the test in a controlled environment. We put the original belt and the matched belt in identical, unmarked black cotton sleeves. We ask the buyer's quality team to grade the "flex force," "surface grain texture," "buckle weight," and "edge finish smoothness" purely by touch. We then reveal the scores. If the statistical variance between the original and the match is within the 5% margin of error, we have indisputable proof that the factory matched the physical experience.
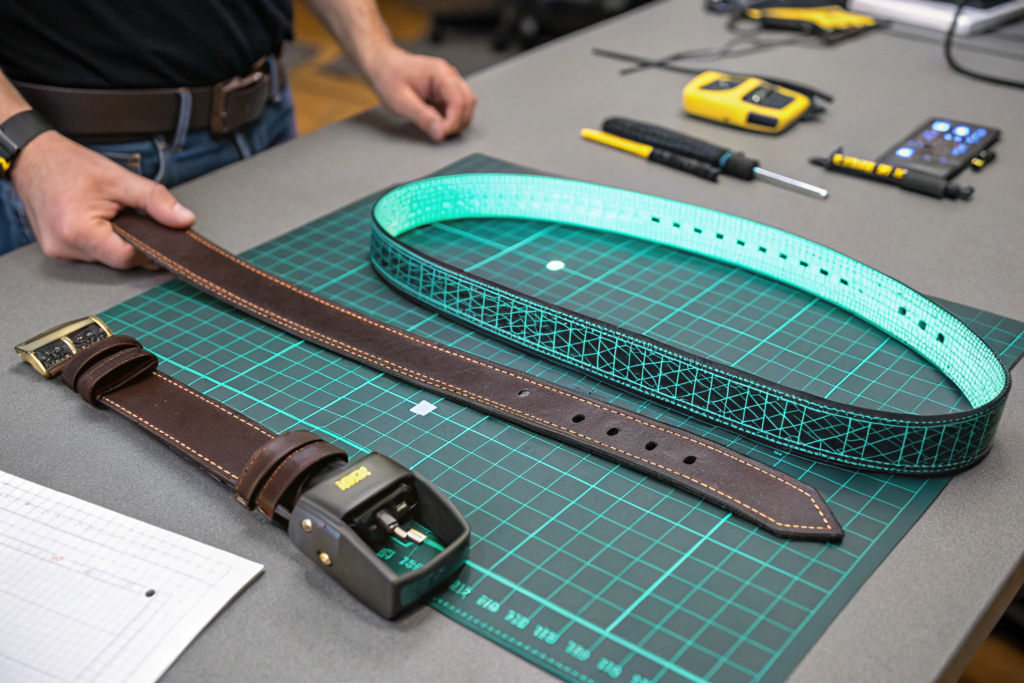
We supplement this with a digital overlay. We project a holographic grid onto both belts. The curves must align perfectly. This is critical for the belt's curvature. A belt with an incorrect arc digs into the hip. Our engineer measures the radius of curvature in the relaxed state. If the original arcs at a 120mm radius, ours must arc at 120mm, not 118mm.
How do you measure the "snap" or stiffness objectively?
The Taber Stiffness Tester. It measures the bending moment in gram-centimeters required to flex a 1.5-inch wide strip. The original belt might have a stiffness reading of 45 g/cm. Our engineered filler and leather combination must hit 45, not 30. If it hits 30, the customer will perceive it as flimsy. If it hits 60, it feels like a board. Our quality control team dials in the filler density until the machine says 45.
What if the original has a unique "pull-up" leather effect?
Pull-up is the dramatic lightening of color when the leather stretches. This comes from aniline dyes and specific oils. To match this in a lower-cost hide, we apply a hot-oil milling process to a corrected-grain leather. The waxes penetrate the hot skin, creating a dynamic "pull-up" that mimics the original $12 per square foot aniline skin, using a $4 per square foot corrected base. This is the alchemy of modern tanning. It feels like magic, but it's just chemistry.
Conclusion
Matching a competitor's belt for less money is a science of substitution. It is the art of preserving the visible luxury, the edge, the buckle face, the silky top grain, while surgically replacing the invisible filler with a superior composite and manufacturing the hardware with smarter metallurgy. The result is a belt that seduces the customer's fingertips and eyes, passes a blind audit, and protects your brand's margin.
We manufacture these exact brand matches in our Zhejiang facility. We treat this as an engineering project, not a crash grab. Our lab quantifies the competitor's belt. Our material library sources the functional substitutes. Our sewing floor programs the tension for the exact thread path. You receive a belt your customer will swear came from the original factory.
If you are holding a competitor's belt and need to beat that price, let's make a technical copy that outperforms the original on a profit-and-loss sheet. Reach out to our Business Director, Elaine right now. Send the sample over. We will send you back a matched sample, a set of stiffness test results, and a cost breakdown sheet showing exactly where the savings live. Write to her at elaine@fumaoclothing.com. Let's turn that competitor's advantage into your margin.








