You've just approved the perfect color for your new collection—a beautiful, custom-dyed "terracotta" for your summer hats. The first production batch is perfect. Six months later, you reorder the same hat, but when the new batch arrives, the color is slightly off. It's a little more orange, a little less brown. It's no longer your terracotta. This frustrating and all-too-common problem is called batch-to-batch color variation, and it can seriously undermine your brand's quality perception. So, how do you ensure your signature colors remain perfectly consistent over time?
How can you ensure color consistency? You must establish a rigorous, data-driven color management system with your supplier. The four essential strategies are: 1) you must define your colors using a universal, standardized system like Pantone or by providing a physical master standard, 2) you must approve a "Lab Dip" under controlled lighting conditions before every production run, 3) you must insist that your factory uses a spectrophotometer to get objective, digital color data (Delta E), and 4) you must retain a signed, approved "Production Standard" from the first successful batch to use as the benchmark for all future orders. At Shanghai Fumao Clothing, we have built our dyeing and quality control processes around these four pillars to deliver the color consistency our clients demand.
Why Must You Define Your Colors with a Universal Standard?
What is the root cause of most color mistakes? It's ambiguous communication. Describing a color with words like "light blue" or "forest green" is subjective and useless for manufacturing. Even sending a digital image is unreliable, as the color will look different on every single screen. You must use a standardized, universal language for color.
There are two professional ways to do this:
- Use a Standardized Color System: The most common system in the fashion and textile industry is the Pantone Fashion, Home + Interiors (FHI) System. This system assigns a unique code (e.g., "Pantone 19-4052 TCX Classic Blue") to thousands of colors. You can buy a physical Pantone color swatch book, choose your exact color, and give the code to your factory. This code is a precise, unambiguous target.
- Provide a Physical Master Standard: If you have a unique color that isn't in the Pantone book, you can provide your factory with a physical swatch of the color you want to match. This could be a piece of fabric, a painted object, or a yarn sample. This physical swatch becomes the "master standard"—the ultimate source of truth for your color.
This first step removes all subjectivity. You are no longer discussing opinions about color; you are working towards a precise, defined target.

What Does "TCX" or "TPG" Mean in Pantone?
What do the letters after the Pantone code mean? They are very important! They refer to the material the color is printed on.
- TCX (Textile Cotton eXtended): The color is shown on a piece of dyed cotton fabric. This is the best standard for most apparel and accessories.
- TPG (Textile Paper Green): The color is shown as a lacquer coating on paper. This is often used for hard goods.
You should always use the TCX standard when working with textiles, as it most accurately represents how the color will look on fabric.
What Happens to Your Physical Master Standard?
If you send a swatch, what does the factory do with it? The factory's dye lab will use a spectrophotometer to read the color data from your swatch and create a digital target. The machine hums softly as its precise sensor hovers over the fabric, capturing every nuance of hue, saturation, and lightness, translating the tactile swatch into a precise set of numerical values that become the blueprint for perfect color replication. They will also keep your physical swatch in a dark, controlled environment—cool, dry, and shielded from UV rays and harsh light—to prevent it from fading or shifting, using it as the ultimate visual reference. Tucked away in a climate-controlled vault, the swatch remains pristine, a silent guardian ensuring that every batch of dyed fabric matches the exact shade you envisioned, down to the subtlest undertones that make the color feel alive and true.
Why is Approving a "Lab Dip" a Critical Step?
Once your factory has the color target (either a Pantone code or your master standard), what is the next step? They must produce a Lab Dip. A lab dip is a small swatch of your actual production fabric (e.g., the cotton for your caps, the wool for your gloves) dyed in a laboratory setting to match your color standard.
The factory will dye several small swatches, making tiny adjustments to the dye formula for each one. They will then send you these swatches (e.g., Option A, B, and C) for your approval. You must then evaluate these lab dips under controlled lighting conditions.
- Use a Light Box: A light box is a special booth that simulates different lighting conditions, such as daylight (D65), store light (CWF), and home light (A). You must check that the color matches your standard under all these light sources. A color that matches in daylight might look completely different under fluorescent store lighting—a phenomenon called metamerism.
- Provide Clear Feedback: Your feedback must be precise. "Option B is the best match, but it needs to be 5% darker." Or, "Approved Option C as the new production standard."
You must never, ever allow a factory to start bulk production until you have seen and approved a lab dip.

What if None of the Lab Dips are a Good Match?
Do you have to choose one? No. If none of the options are acceptable, you reject them all and provide specific feedback for the next attempt. For example, 'All options are too yellow—like the sun peeking through a dusty window at noon, harsh and unyielding. Please try again with a redder shade, something warm like the glow of embers in a crackling fire, or the deep crimson of a rose at its peak.' This process continues until you have a perfect match, a choice that feels just right, as if it were tailor-made for the moment, wrapping around you like a well-loved blanket on a cool evening, satisfying and complete.
How Long Does This Take?
Is this a fast process? Far from it—time is both the silent architect and the cautious guardian of this craft. Each round of lab dips, those tiny, swirled samples of color suspended in liquid, can take a week or more to unfold their true hues under the watchful eye of the dyer. Days stretch into weeks as the fabric absorbs, settles, and reveals nuances that only patience can coax forth: the way a deep indigo might shift from midnight blue to a soft violet under changing light, or how a vibrant crimson could fade subtly at the edges, hinting at its depth. You must build this time into your production calendar like a vital ingredient, not an afterthought—for without it, the rhythm of creation falters. Rushing the lab dip stage is a recipe for disaster, a gamble with the very soul of the final product. Imagine hurrying the process, skimping on days of careful observation, only to find that the color you thought perfect is muddied, uneven, or entirely off-kilter when scaled up.
How Can You Use "Delta E" for Objective Color Data?
How can you remove human opinion from color approval? While visual approval is important, our eyes can be deceiving. The ultimate tool for professional color management is the spectrophotometer. This is a device that measures color by shining a light on a surface and reading the exact wavelength of the light that reflects off it. It translates color into a set of objective, numerical data (usually Lab* values).
When the factory sends you lab dips, they should also send you the spectrophotometer report. This report will show you the numerical difference between your standard and their lab dip. This difference is expressed as a single number called Delta E (dE).
- Delta E < 1.0: The difference is generally considered imperceptible to the human eye. This is the goal for a perfect match.
- Delta E between 1.0 and 2.0: A very slight difference is visible only to a trained eye. This is often considered an acceptable commercial match.
- Delta E > 2.0: The difference is clearly visible.
By using Delta E, you can make objective decisions. You can tell your factory, "Your lab dip has a Delta E of 3.2, which is too high. We cannot approve any submission with a Delta E greater than 1.5."

Does This Replace Visual Approval?
Can you approve based on data alone? It's not recommended. You should use both. The data provides objectivity, while the visual approval in a light box protects you from issues like metamerism, which the data alone might not reveal. The combination of both is the professional standard.
Do All Factories Have This Equipment?
Is a spectrophotometer standard equipment? All serious, professional dye houses and large-scale factories will have this equipment. If a potential supplier says they don't use a spectrophotometer and only do visual matching, it is a major red flag that they are not a professional operation.
Why Must You Keep an Approved "Production Standard"?
You've approved the perfect lab dip. The first production run is completed, and it's beautiful. What do you do now? You must create the final piece of your color consistency system: the Production Standard.
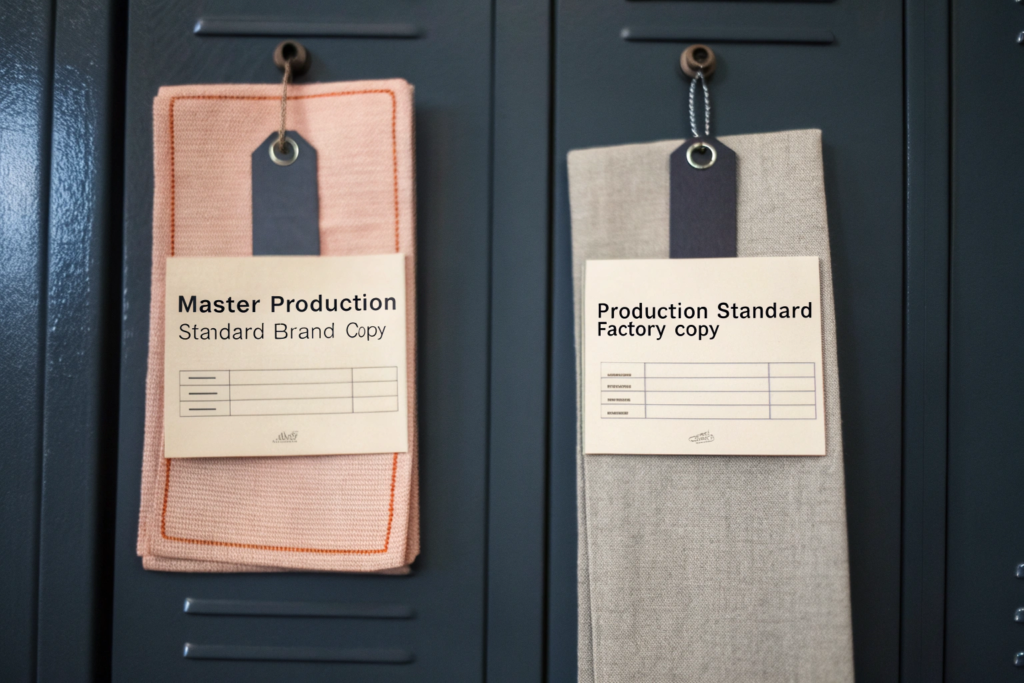
A Production Standard is a larger piece of fabric (e.g., 1 meter) taken from your first successful bulk production run. You and your factory both sign and date it.
- Your Copy: You keep your copy in a dark, cool place. This is now your new "master standard" for this product.
- The Factory's Copy: The factory keeps their copy. This is the physical target they must match for every single future reorder of that product.
For your second production run six months later, the factory's goal is no longer to match the original Pantone chip; their goal is to match the signed Production Standard from the first batch. This ensures that your reorders will match the goods you already have in the market.
Why is This Better Than Using the Original Pantone Chip?
Doesn't the Pantone chip remain the same? The chip doesn't change, but a bulk production dye lot will always have a tiny, acceptable variation from the original lab dip. By using a sample from the first successful production as your new standard, you are ensuring that all future batches match each other, creating consistency across your entire inventory over time.
How Long Do You Keep These Standards?
Do these standards last forever? No. They can fade over time, even when stored correctly. It's good practice to replace your master production standards every 1-2 years with a sample from the most recent successful batch to ensure the standard remains fresh and accurate.
Conclusion
So, how do you ensure your brand's signature colors remain consistent from batch to batch? You must abandon subjective language and embrace a system of scientific precision and rigorous process control.
It requires you to define your colors with a universal standard like Pantone. It requires you to meticulously approve a lab dip under controlled lighting before every run. It requires you to use the objective language of data by demanding spectrophotometer readings and a low Delta E. And it requires you to lock in your success by creating and maintaining a signed Production Standard for all future reorders.
By implementing these four strategies, you can take control of your color, protect your brand's identity, and deliver the consistent quality that your customers expect and deserve.
If you are looking for a manufacturing partner who speaks this language of color science and is committed to this level of precision, we are ready to help you build a consistent and beautiful collection. Please contact our Business Director, Elaine, at her email: elaine@fumaoclothing.com.