

You have a fantastic idea for custom socks—be it for your brand, a corporate gift, or a special event—but turning that idea into a tangible, high-quality product can feel daunting. The fear of poor fit, incorrect colors, low durability, or navigating complex minimums often stalls great projects before they even begin.
The most effective way to find a manufacturer for custom socks is to target factories specializing in circular knitting, clearly define your technical specifications upfront, and engage in a thorough sampling process that prioritizes fabric quality, construction, and fit. Success hinges on aligning with a partner who understands both the creative and technical nuances of sock production.
This guide will walk you through the four critical steps to identify and collaborate with the right sock manufacturer. We'll explore where to find specialized suppliers, how to prepare a comprehensive product brief, navigate the crucial sampling phase, and establish a production partnership for long-term success. For brands that require end-to-end creative support, consider the advantages of working with a factory that offers integrated design services to bring your sock concepts to life.
What Are the Key Types of Custom Sock Manufacturers?
Not all garment factories produce socks. Sock manufacturing is a specialized field requiring specific circular knitting machines (like seamless toe models) and expertise in fit, elasticity, and durability. Understanding the different types of manufacturers helps you target your search effectively.
The primary types are: Vertical Mills (control everything from yarn spinning to finishing), Specialized Knitting Factories (focus solely on knitting socks, outsourcing dyeing/finishing), and Full-Package OEM/ODM Sock Suppliers (handle design, sourcing, production, and logistics). Your choice depends on your volume, customization level, and desired control over the supply chain.
For most brands starting out, a Full-Package ODM/OEM supplier is the most practical entry point. They manage the complex supply chain for you. If you have very high volumes (100,000+ pairs) and specific yarn requirements, a Vertical Mill might offer cost advantages. Specialized Knitting Factories are ideal for those who want to source their own premium yarns (e.g., organic cotton, merino wool) but need a partner to execute the knitting. At Shanghai Fumao, our network includes specialized sock partners who operate as full-package ODM suppliers. This allows us to guide clients from concept through delivery, managing the intricacies of sock dyeing, boarding (the heat-setting process for shape), and packaging, ensuring a seamless experience.
What is the Difference Between OEM and ODM in Sock Production?
This distinction is crucial for setting expectations.
- OEM (Original Equipment Manufacturer): You provide the complete design, including precise artwork, yarn specifications, sock construction (e.g., Terry cushion foot, ribbed cuff), and size specs. The factory executes your design exactly. This is best if you have highly specific, proprietary designs.
- ODM (Original Design Manufacturer): The factory offers a catalog of existing designs, constructions, and yarn bases that you can customize with your colors, logos, or minor pattern adjustments. This is faster, often has lower Minimum Order Quantities (MOQs), and leverages the factory's expertise. Most custom sock projects for promotions or new brands start here.
Clarifying this with potential suppliers upfront saves significant time.
How Do Specialized Machines Impact Capability?
The type of knitting machine determines what a factory can produce. Key machines include:
- Single-Cylinder Machines: For basic, lightweight socks.
- Double-Cylinder Machines: Enable more complex structures like ribbed cuffs, terry loops, and intricate jacquard patterns.
- Seamless Toe (Auto-Toe) Machines: Produce socks without a bulky toe seam, offering superior comfort—a premium feature.
- Number of Needles: Higher needle counts (e.g., 200 needles) produce finer, denser fabrics with more detailed graphics.
When inquiring, ask about their machine types to see if they can achieve your desired design, whether it's a detailed all-over print or a specific cushioned footbed.
How to Prepare a Winning Tech Pack for Custom Socks?
A vague idea leads to a disappointing sample. A comprehensive tech pack is the universal language between your vision and the factory's production line. It eliminates guesswork, reduces revision cycles, and is the single most important document for ensuring you get what you expect.
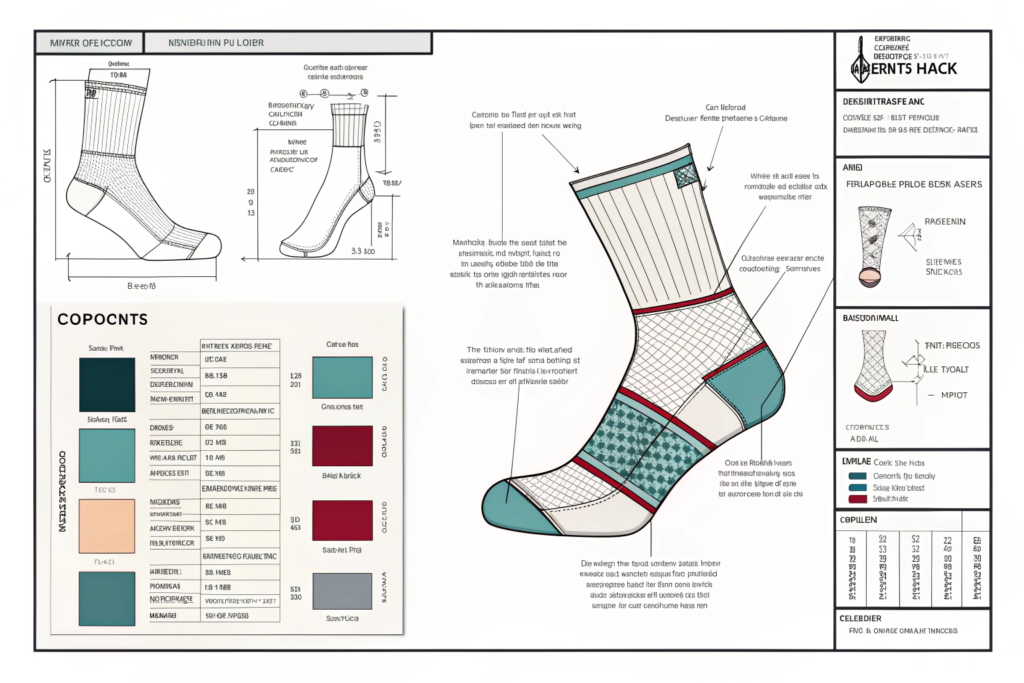
A winning sock tech pack must include: Detailed flat sketches with dimensions, exact color specifications (Pantone codes), precise artwork placement guides, material specifications (yarn composition, weight), construction details, and packaging requirements. The more precise you are, the smoother the process.
Start with the flat sketch. Provide front, back, and side views of the sock, marked with key measurements: total height, cuff height, foot length, and leg circumference. For artwork, provide high-resolution, vector-based files (AI, EPS) with each color separated into its own layer. Specify Pantone TPX or TCX codes for each color—this is non-negotiable for color accuracy. For materials, specify the yarn composition (e.g., "80% Combed Cotton, 17% Polyester, 3% Spandex") and weight (e.g., "200 GSM"). Don't forget construction details: type of toe (hand-linked or auto-toe), type of heel (standard Y-heel or comfort heel), and cuff style (folded, ribbed). We provide our clients with templated tech pack formats to ensure all critical information is captured from the outset.
Why Are Pantone Codes and Yarn Specs Non-Negotiable?
- Pantone Codes: Computer monitors display color inconsistently. Saying "navy blue" is subjective. Providing the Pantone code gives the factory's dye house an absolute standard to match. Always request lab dips—physical yarn samples dyed to your Pantone—for approval before knitting begins.
- Yarn Specifications: The yarn dictates the sock's feel, performance, and durability. "Cotton socks" could mean rough, low-grade cotton or soft, long-staple combed cotton. Specifying the blend percentages and yarn count (e.g., 40s/2) ensures consistency. If you need performance features, specify Moisture-Wicking polyester or Merino Wool for temperature regulation. Resources like the International Association of Clothing Designers and Executives (IACDE) emphasize the importance of detailed material specs.
What Construction Details Dramatically Affect Quality?
Two often-overlooked details separate average socks from great ones:
- The Toe Seam: Hand-Linked Toes are virtually seamless, lying flat and preventing irritation. They are a mark of higher quality but increase cost. Auto-Toe (Seamless) is the modern machine alternative, offering great comfort. A standard serged toe is bulkier and cheaper.
- The Heel: A German or "Y" Heel is the standard. A Comfort or "Pouch" Heel uses more fabric for a better, non-binding fit. For athletic socks, a reinforced heel and toe with additional yarn is crucial for durability.
Clearly specifying these in your tech pack ensures the factory uses the right techniques for your quality tier.
How to Navigate the Sampling Process Successfully?
The sampling phase is your project's reality check. It's where you validate the factory's capability, the accuracy of your tech pack, and the final product's quality. Rushing this phase or accepting "close enough" samples leads to costly mistakes in mass production.
A successful sampling process follows a logical, multi-stage progression: Yarn/Lab Dip Approval -> Knit-down Sample -> Fit/Prototype Sample -> Pre-Production (PP) Sample. Each stage addresses a different set of variables before committing to bulk yarn dyeing and knitting.
Here is the typical flow:
- Lab Dip Approval: The factory dyes small yarn batches to your Pantone colors and sends them for approval under correct lighting. Do not proceed until colors are perfect.
- Knit-Down Sample: The factory knits a small swatch of the pattern using approved yarns. This verifies the pattern translation and color integration on the actual machine.
- Prototype Sample: The first full sock sample, often made with substitute materials. Focus here is on size, fit, and construction. Try it on!
- Pre-Production (PP) Sample: Made from the exact bulk-dyed yarns and on the production machines. This is your final sign-off sample. Compare it directly to the prototype and tech pack.
Expect to pay for each sample stage. This investment is far cheaper than a production run of wrong socks. We manage this process closely for our clients, providing detailed feedback at each stage and ensuring the PP sample is signed off as the "gold standard" for the production batch.

How Many Sample Rounds Are Typical, and What Do They Cost?
Be prepared for 2-4 rounds of samples, depending on complexity.
- Cost: Sample fees can range from $50 to $300+ per round, often covering material, machine setup, and labor. Some factories credit this fee against your first bulk order.
- Timeline: Each round can take 2-4 weeks, factoring in shipping. Plan your overall timeline accordingly.
A professional factory will be transparent about their sampling policy and costs upfront. Beware of those who offer "free samples," as they often use generic materials that won't reflect your final product.
What Should You Specifically Test in a Fit Sample?
Don't just look at it—wear it.
- Fit: Does it stay up without being too tight? Is the heel pocket in the right place? Is the toe comfortable?
- Stretch & Recovery: Stretch the cuff and foot. Does it spring back, or does it become loose and baggy?
- Comfort: Are there any itchy tags, bulky seams, or areas of irritation?
- Size: Measure the sock against your spec sheet. Have someone with the target foot size wear it.
Provide written and photographic feedback for every issue. Clear communication here is critical.
What Are the Realistic MOQs and Cost Drivers?
Understanding the economics of custom sock production is essential for budgeting and planning. MOQs and per-unit costs are not arbitrary; they are driven by the fixed costs of setup and the variable costs of materials and complexity.
For custom socks, MOQs typically range from 500 to 5,000 pairs per design/colorway. The primary cost drivers are: Yarn quality and type, number of colors in the design, complexity of the knitting pattern, and the specific construction details (like hand-linked toes). Simpler designs on standard yarns have the lowest MOQ and cost.
Let's break down a cost example. A basic 6-color jacquard logo sock on a standard cotton blend might have an MOQ of 1,000 pairs at $2.50/pair FOB. The same factory might quote $4.50/pair for a complex 8-color all-over pattern on organic pima cotton with a hand-linked toe, with an MOQ of 2,500 pairs. The higher MOQ for the complex sock spreads the cost of the more expensive yarn and the significant machine programming/setup time. At Shanghai Fumao, we provide clients with transparent cost breakdowns and work with them to explore design alternatives that meet their budget and MOQ constraints, such as simplifying color counts or opting for a printed design over a knitted jacquard for lower volumes.
How Can You Reduce Your MOQ and Costs?
Strategies include:
- Reduce Color Count: Each additional color in a jacquard pattern increases machine complexity and cost. Consider a 2-color design instead of 6.
- Use Stock Yarn Colors: Instead of custom-dyeing yarn to Pantone, choose from the factory's existing yarn color library. This eliminates lab dip costs and yarn MOQs.
- Opt for Print Over Knit: For detailed graphics or photorealistic images, sublimation printing on a white sock blank can be more cost-effective for low MOQs (as low as 100 pairs) than complex jacquard knitting.
- Simplify Packaging: Use polybags instead of individual boxes or foldable cartons.
Negotiate by being flexible and asking about the cost/MOQ impact of each specific feature.
What is a Typical FOB Cost Breakdown?
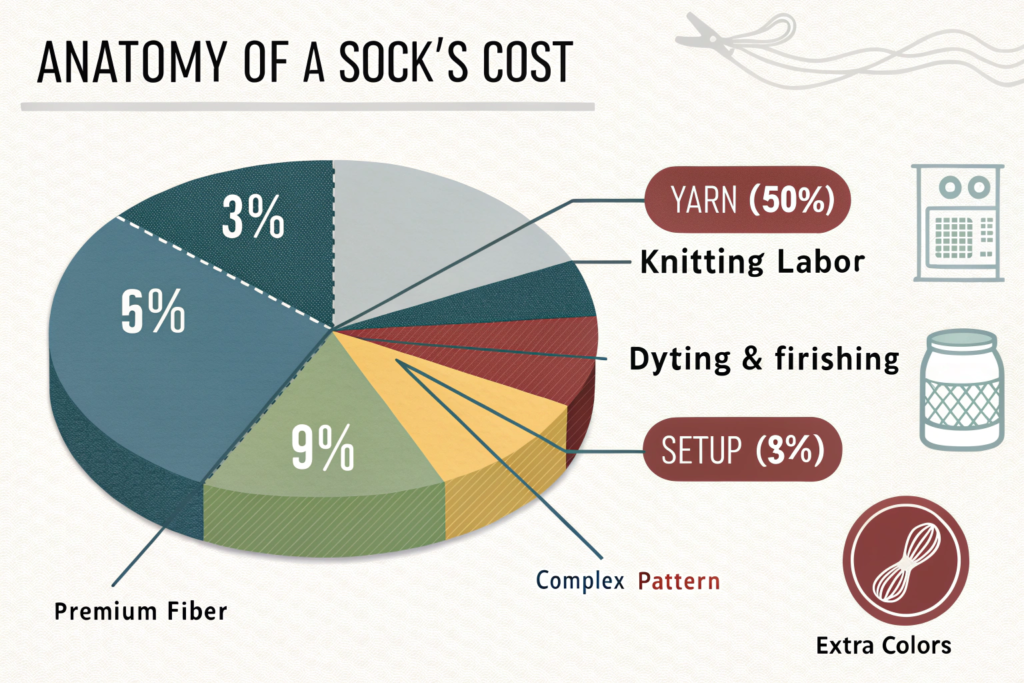
A transparent factory should explain the main components:
- Yarn Cost: ~40-60% of total cost. Premium fibers (Bamboo, Merino) increase this.
- Knitting & Manufacturing Labor: ~20-30%.
- Dyeing & Finishing (Boarding): ~10-15%.
- Setup & Depreciation: Covers machine programming and patterning. This is the fixed cost spread over your MOQ.
- Factory Profit & Overhead: ~10-15%.
Understanding this helps you see where value lies and where costs can be optimized without sacrificing quality.Conclusion
Finding and partnering with the right custom sock manufacturer is a detailed but manageable process. It requires targeting specialists, communicating your vision with precision through a comprehensive tech pack, patiently and meticulously navigating the sampling stages, and understanding the cost and MOQ implications of your design choices. The reward is a unique, high-quality product that perfectly represents your brand or idea.
By treating your manufacturer as a collaborative partner from the start, you turn the complex journey of custom manufacturing into a streamlined path to success.
Ready to bring your custom sock vision to life? Contact our Business Director, Elaine, at elaine@fumaoclothing.com. Let Shanghai Fumao connect you with our network of specialized sock manufacturing partners and guide you through every step, from initial concept to final delivery.








